Application
Détection de vides internes cachés ou de bulles d’air dans les pièces en plastique moulées
Contexte
Les pièces en plastique fabriquées par un processus de moulage par injection, ou par d’autres processus du même type, peuvent présenter des vides internes causés par le rétrécissement du matériau pendant le refroidissement ou des bulles d’air emprisonnées durant le moulage. Les vides se forment souvent dans les pièces dont l’épaisseur de la paroi est supérieure à 6 mm, mais ils peuvent aussi être observés dans les pièces dont la paroi est plus mince. Les vides nuisent à la structure interne de la pièce et causent des bris; généralement, la présence de vides indique que le processus de moulage doit être optimisé.
La recherche de défauts par ultrasons est une méthode simple pour repérer les vides internes sans avoir à briser ou à irradier la pièce. Une petite sonde transmet dans la pièce des ondes ultrasonores à haute fréquence qui se réfléchissent de manière prévisible sur les vides qu’elles rencontrent. Les ondes ultrasonores voyagent dans le matériau jusqu’à ce qu’elles rencontrent un obstacle, par exemple la paroi opposée de la pièce. Toutefois, si un vide s’immisce dans le trajet, il génère un autre écho à un endroit où il ne devrait pas y en avoir. En observant les échos qui apparaissent à l’écran, l’inspecteur peut vérifier de manière rapide et fiable l’intégrité du matériau.
Équipement
N’importe quel appareil de recherche de défauts de la gamme EPOCH peut être utilisé pour cette application, notamment les modèles EPOCH 600, EPOCH 1000, EPOCH 650 et EPOCH LTC. Le type de sonde à utiliser doit être déterminé selon la forme et l’épaisseur particulières de la pièce à inspecter, mais on utilise généralement des sondes de contact et à lignes à retard de petit diamètre, comme les suivantes : V110-RM (5 MHz), V112-RM (10 MHz) et V260 Sonopen® (ligne à retard focalisée de 15 MHz).
Procédure
La technique de recherche de défauts par ultrasons compare l’écho provenant d’une pièce sans défaut à l’écho de la pièce à inspecter. Une modification du tracé de l’écho signale une modification de la structure interne. Durant l’inspection de pièces en plastique moulées, on cherche généralement des échos dans une porte ou dans une fenêtre représentant l’intérieur de la pièce à inspecter. La présence de réflexions dans la zone délimitée signale la présence de discontinuités, par exemple des vides, des bulles d’air ou des inclusions.
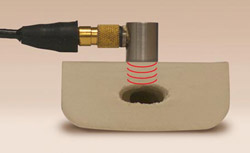
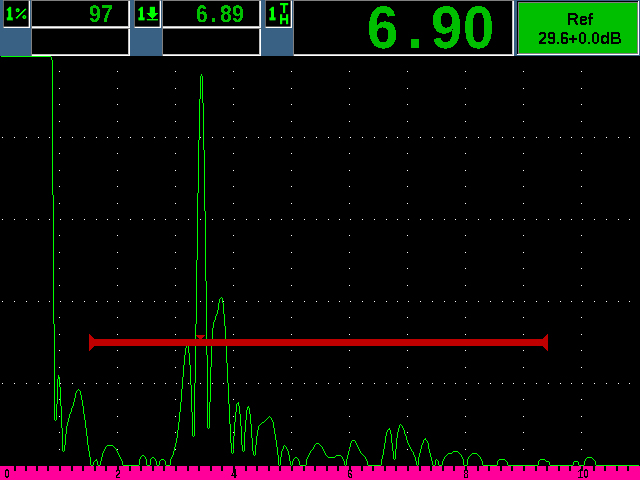
L’exemple ci-dessous montre un vide important détecté à l’aide de l’appareil de recherche de défauts EPOCH 600 et d’une sonde V110-RM (5 MHz) dans un cadre en plastique moulé épais de 20 mm. La sonde est placée sur le dessus de la pièce. Dans une pièce sans défaut, les ultrasons voyagent jusqu’à la surface opposée et génèrent une réflexion à une profondeur de 20 mm. La crête observée du côté droit de l’A-scan sous la première image illustre cette réflexion. Mais, en présence d’un vide, les ultrasons seront réfléchis par ce défaut et généreront une crête sur l’écran à l’intérieur de la porte rouge représentant le centre de la pièce. La présence d’un écho dans cette zone indique une discontinuité dans la pièce. La durée de l’inspection est de seulement quelques secondes par points.
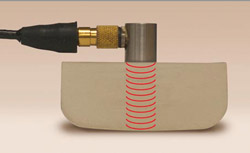 |  |
Indication typique d’une pièce sans défaut
 |
Indication typique d’une discontinuité, présence d’un écho dans la porte rouge
 |
Il est possible d’inspecter la plupart des pièces en plastique moulées de la même façon. Pour en savoir plus, contactez Olympus.

