
我们的相位相干成像(PCI)技术已集成到OmniScan X4探伤仪的每个型号中,可清晰呈现历来难以检测的缺陷,如钩状缺陷、钩状裂纹和细微应力腐蚀开裂(SCC)。
PCI最初在MXU软件(5.13)的免费更新中推出,并率先在OmniScan X3 64探伤仪上提供。以前,只有OmniScan X3 64型号探伤仪具备处理生成PCI所涉及的复杂聚焦法则和算法所需的能力。而如今,整个OmniScan X4系列都具备生成PCI的能力,对微小缺陷的敏感度达到了前所未有的水平。
PCI的工作原理以及与其他超声技术的区别
PCI是一种不需要波幅的技术。其信号处理完全基于用于生成TFM图像的基本A扫描的相位信息。
PCI的工作原理:
- 首先,对采集的A扫描进行归一化处理。
- 然后,比较TFM区域中每个位置的每个A扫描的相位分布。
- 对于某一特定位置,A扫描之间的相干性越高,该位置的信号响应就越强(最大值可达100%)。
- 与来自高频背景噪声的非相干信号响应相比,缺陷产生的反射和衍射会产生相干响应。这样就能非常容易地识别缺陷,尤其是在噪声大或衰减性材料中的微小缺陷。
经过我们的测试,PCI已被证明在许多具有挑战性的应用中表现出色,而且在焊缝检测等常见应用中也能提供更优异的检测结果。以下是使这项全新检测技术如此强大的5大优势。
1. 使用信号相位信息生成实时2D图像
超声检测(UT)用户可能对基于信号相位信息,采用衍射时差(TOFD)等技术识别和定量缺陷的方法较为熟悉。如果缺陷非常小或缺陷方向在采用相控阵(PA)技术时得到的响应较差,那么此类技术非常有效。
这意味着,TOFD有两大主要缺点:
- 如果没有扫查多个步进位置,则无法确定缺陷在步进轴上的位置。
- 这样就仍然需要波幅来直观地识别相位变化,才能定量缺陷。
PCI是一种强大的技术,可用于识别方向不佳或非常微小的缺陷,例如高温氢致缺陷(HTHA),同时还能避免衍射时差(TOFD)所带来的问题。由于TFM获取的是体积数据,因此可以在所有方向上定位和定量缺陷。使用PCI模式生成的最终图像也与波幅完全无关。

由于无需在多个步进位置上进行扫查,分析变得更加容易。而且,由于OmniScan X4探伤仪上的PCI技术生成的是实时图像,因此不需要完整的原始数据来进行采集后处理。
2. 信号不会饱和
信号饱和是基于波幅的技术所面临的一大挑战。尽管在设置过程中进行了校准和增益调整,但某些反射体仍可能导致信号饱和。这可能是由于缺陷的大小、类型,或相对于校准试块中的横通孔(SDH)或其他已知反射体的方向所导致。
由于PCI基于图像中特定点的基本A扫描统计分布的方差,因此其相干性水平不会超过 100%。即使基本A扫描的信号饱和了,也不会对最终PCI数据产生影响,因为PCI只考虑和使用相位信息。
由于配置对扫查质量的影响不大,因此可以更轻松、更快速地完成检测准备工作。选择了声波组,并将电压设置为160 Vpp(峰峰值电压)后,就一切准备就绪,可以开始检测了。
3. 无需根据已知反射体预先调整增益
PCI是一种完全不依赖波幅的技术。这意味着,不再需要使用校准试块中的已知反射体来调整增益的设置步骤了。在OmniScan X4的设置参数中选择了“相位相干”模式后,可以看到增益调整被禁用,因为要获得最终PCI数据,无需再考虑波幅了。
增益不需要调整了,这就大大减少了为了获得高质量图像而创建设置所需的时间和精力。此外,也没有必要在扫查后根据发现的反射体类型对增益进行重新调整了,从而减少了为确保数据有效而重复进行TFM扫查的需要。
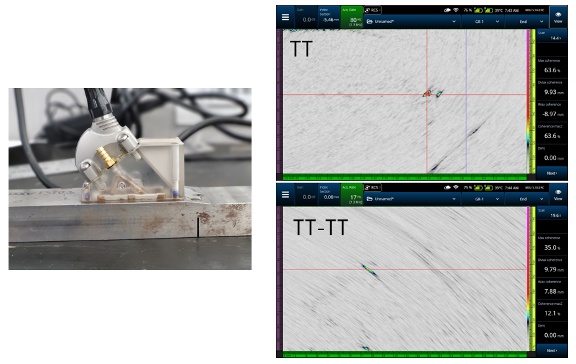
PCI设置的定量精度仍然可以验证,但需要使用带有缺口的样件。利用缺口的端部衍射响应峰值,可使用光标测量缺陷的高度。
4. 更一致的结果,更轻松的定量
由于检测人员需要配置的参数更少,可以更轻松、更快捷地创建PCI设置,因此该技术可提高不同检测之间和不同检测员之间的一致性。由于在扫查过程中信号不可能饱和,且增益对信号没有影响,因此在分析过程中可能改变结果的操控也更少。
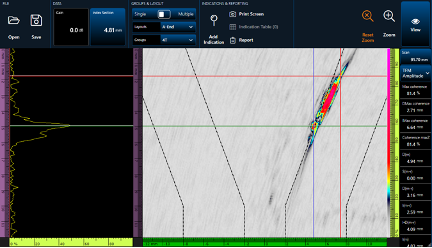
要定量缺陷,检测人员只需从端点衍射中找到热点,并将光标放在这些热点的最大值上即可。由此产生的读数即为缺陷的尺寸,而且在每次定量之前无需进行调整。整个过程既快捷又简单。
如果使用相同的探头,则每次扫查获得的缺陷大小将保持不变。
5. 覆盖相同区域所需的组数更少
扫查计划中的声学影响图(AIM)工具仍可与PCI组合使用。PCI与传统的TFM相比,其优势在于其检测结果与AIM显示的信号波幅变化无关。当AIM显示工件中的信号波幅分布时,即使回波波幅很低,PCI也能获得良好结果。
这是PCI不依赖波幅这一特性的附带优势。即使波幅很弱,也可以评估相干性,因为在评估相位之前,信号已被归一化处理。更重要的是,缺陷在TFM区域内的位置对信号相干性的影响小于对波幅的影响。
在使用传统TFM或相控阵技术时,端点衍射信号通常会淹没在背景噪声中。而PCI则能够突出显示这些衍射信号,即使这些信号在传统TFM或相控阵(PA)图像中难以察觉,在PCI图像也清晰可见。
基于上述这些因素,PCI覆盖相同区域所需的组数更少。
由于PCI不是基于波幅的技术,因此在选择配置和设置参数时需要调整您的方法。它与您习惯使用的其他UT方法不同。欢迎阅读我们实用的“相位相干成像(PCI)入门指南”,了解我们推荐的上佳实践;您也可以查阅我们的PCI常见问题解答,了解更多关于PCI的信息;或联系您当地的Evident代表,预约演示。
该博客文章最初发布于2022年7月21日,并于2024年10月24日更新。
相关内容
联系我们
