Ispezione di ruote di treni mediante la tecnologia phased array
Contesto
Nel settore produttivo e manutentivo vengono imposte norme restrittive per l'ispezione di ruote di treni. Per soddisfare e eccedere questi rigidi criteri, Olympus fornisce degli strumenti a ultrasuoni potenti e flessibili, dei software dedicati e dei sistemi all'avanguardia per ispezionare ruote pressofuse o forgiate durante la fase di produzione o di manutenzione dopo la riprofilatura.
Tipica procedura di ispezione
Ispezione post-produzione
Quando sono prodotte le ruote pressofuse o forgiate, il cerchione viene ispezionato mediante la tecnologia a ultrasuoni phased array. Il resto della ruota viene ispezionata mediante i controlli con magnetoscopia.
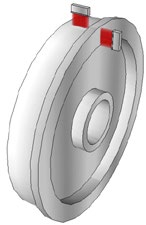
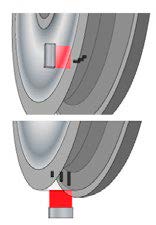
Il cerchione viene ispezionato posizionando una sonda phased array lineare sulla superficie di rotolamento e un'altra sonda sul lato del cerchione (Figura 1).
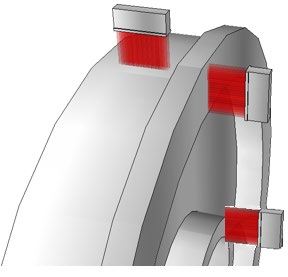
Durante questo processo può essere ispezionato anche il mozzo mediante una terza sonda phased array lineare. Inoltre è possibile ispezionare il mozzo da entrambi i lati (Figura 2).
Figura 1 Il cerchione è ispezionato mediante due sonde phased array lineare.
Figura 2 Ispezionare il mozzo della ruota mediante una terza sonda phased array lineare.
Ispezione in fase manutentiva
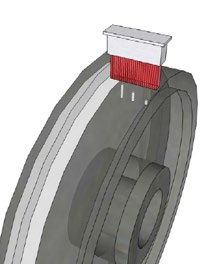
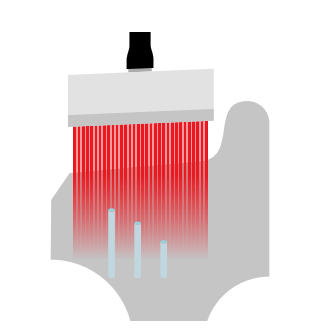
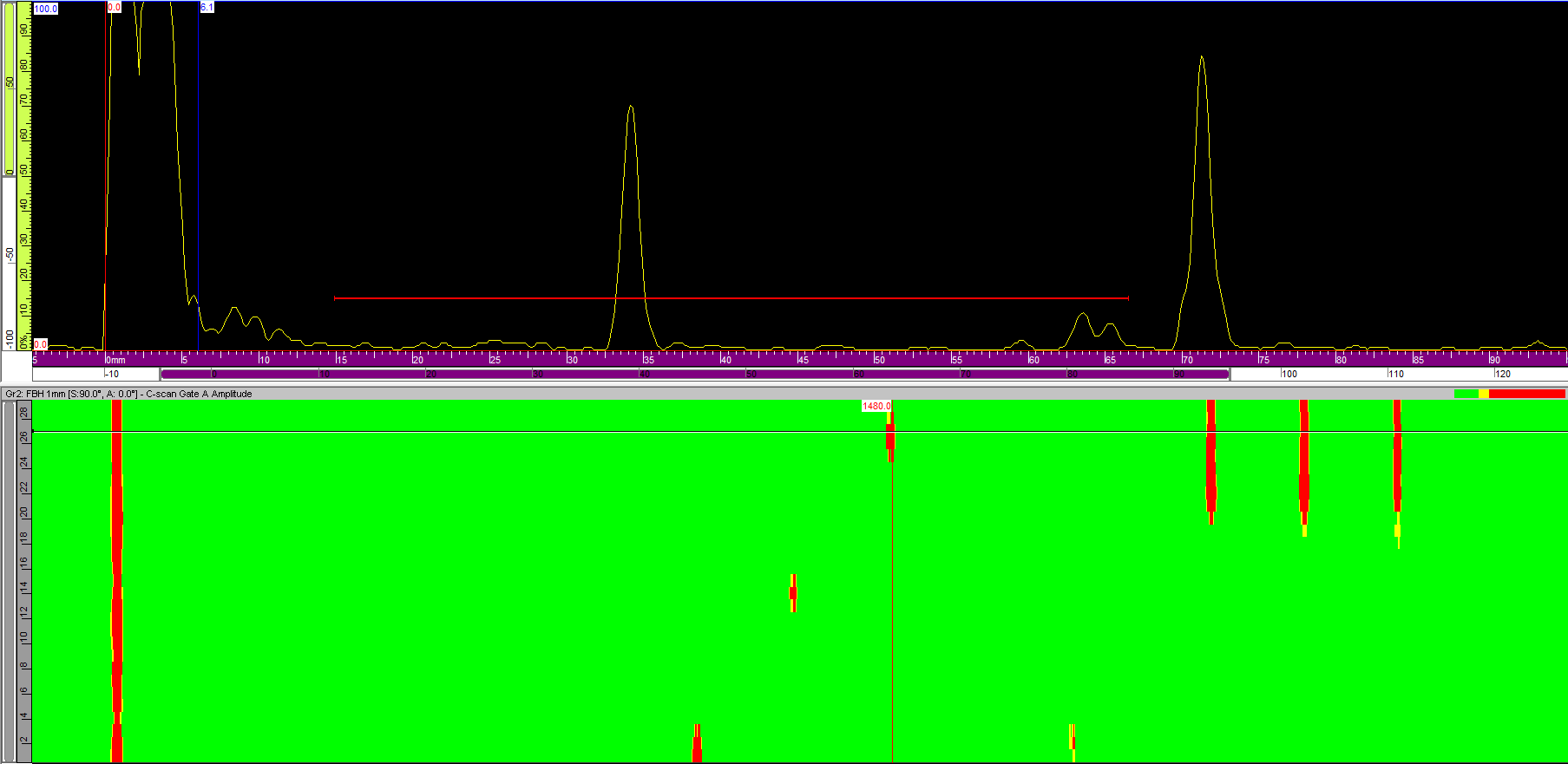
Le ruote di treno in servizio richiedono una riprofilatura periodica. Durante questa processo il materiale è rimosso dalla ruota per ripristinare il profilo originario. Quando la riprofilatura è completata il cerchione della ruota è controllata dalla superficie di rotolamento mediante una sonda phased array lineare prima di ritornare in servizio (Figura 3). In genere in questa applicazione viene usata una sonda phased array da 128 elementi da MHz. Viene eseguita una scansione lineare per coprire l'area di interesse (Figura 4).
Figura 3 Controllo della superficie di rotolamento mediante una sonda phased array lineare.
Figura 4 Una scansione lineare.
Performance del sistema
La soluzione di ispezione della superficie di rotolamento è progettata per rilevare i difetti con dimensioni equivalenti a fori a fondo piatto di diametro compreso tra 1–3,2 mm La tipica zona morta è compresa tra 10 e 5 mm al di sotto della superficie del cerchione. Le zone morte possono essere ridotte ulteriormente mediante funzioni speciali nel software.
Figura 5. La soluzione permette una veloce ispezione della ruota.
Figura 6 Software dedicato per l'ispezione di ruote
Per soddisfare le esigenze di ispezione nella fase di produzione delle ruote, il cerchione può essere ispezionato per rilevare i difetti con una dimensione equivalente di fori a fondo piatto di 3 mm di diametro con una ripetibilità di 2 dB, un rapporto segnale-rumore (SNR) di 22 dB e una tipica zona morta > 6 mm. L'intervallo della velocità di ispezione compreso tra 4 pollici (10 cm) e 8 pollici (20 cm) permette agli utenti di ispezionare una ruota da 36 pollici (91 cm) in meno di 30 secondi. Questa procedura soddisfa o supera le norme di ispezione internazionali di ruote di treni EN13262, ISO5948 e AAR M-107/M-208.
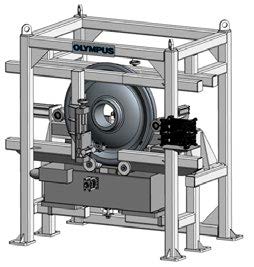
Figura 7 Una vasca di immersione con sonde phased array per l'ispezione del cerchione della ruota in fase di produzione.
Conclusione
Le soluzioni di ispezione di ruote di treni Olympus forniscono dei risultati veloci e precisi per assicurare l'affidabilità e la sicurezza di sistemi di trasporto critici. Le soluzioni disponibili includono una meccanica d'avanguardia e una sonda ad immersione in combinazione con un'unità di acquisizione phased array FOCUS PX™ e un software di analisi e di acquisizione dei dati RailView integrati in un armadietto di qualità industriale.
Figura 8 Un armadietto è usato per alloggiare uno o due unità FOCUS PX e un computer. Include un piano per la tastiera e un supporto, inoltre può essere dotato di un sistema d'aria condizionata, di una luce e di un allarme sonoro.
Figura 9 Soluzione di ispezione per i cerchi di ruote Olympus con un bubbler personalizzato e una sonda ad immersione.
La modulabile unità di acquisizione FOCUS PX e il software FocusPC integrano le ultime tecnologie a UT convenzionali e phased array per una semplice implementazione nei sistemi automatizzati e semiautomatizzati. Il FOCUS PX, in combinazione con la capacità del relativo software di generare e salvare i dati grezzi C-scan e A-scan, rappresenta la scelta perfetta per le applicazioni nelle quali i risultati di ispezione sono basati sull'analisi dei dati post-ispezione. Questo include applicazioni nell'ambito di diverse industrie: aerospaziale (laminati compositi), produzione energetica (pale eoliche), trasporti (ruote di treni), metallurgia (componenti forgiate) e altre.
Gli opzionali kit di sviluppo (SDK - software development kit) FocusControl, FocusData e OpenView sono compatibili con l'unità FOCUS PX in modo che i clienti possano sviluppare il proprio software applicativo.
Sorry, this page is not available in your country
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.