Questa nota applicativa tratta come misurare con precisione lo spessore residuo di tubazioni, serbatoi, travi, scafi metallici e altre strutture attraverso la vernice e altri rivestimenti simili.
Le criticità della misura di spessori metallici attraverso vernice o rivestimenti
In numerose situazioni manutentive dei settori industriale e petrolchimico è necessario misurare lo spessore residuo del metallo soggetto a corrosione attraverso uno o più strati di vernice o di rivestimento simile non metallico. Con i misuratori di spessore ad ultrasuoni convenzionali, la presenza di vernice o di rivestimenti simili causerà degli errori di misura, in genere raddoppiando il valore dello spessore metallico rispetto allo spessore della vernice, a causa della più lenta velocità di propagazione dell'onda sonora riscontrata nella vernice. Sono disponibili due soluzioni a questo problema: le misure Echo-to-echo e le misure THRU-COAT™. |
|

Apparecchiatura usata per le misure Echo-to-Echo e THRU-COAT
Le funzionalità Echo-to-echo e THRU-COAT sono disponibili in due misuratori di corrosione: i misuratori 39DL PLUS™ e 45MG. Le misure Echo-to-Echo sono in genere eseguite mediante uno dei seguenti trasduttori a doppio elemento: D790, D791, D797, or D798. Le misure THRU-COAT richiedono uno dei seguenti due trasduttori a doppio elemento: D7906-SM o D7908.
I trasduttori a doppio elemento sono da molto tempo impiegati nelle applicazioni di ispezione della corrosione per gli eccellenti risultati ispettivi di superfici irregolari e di componenti soggette a vaiolatura. Pertanto sono in genere consigliati per tutte le comuni applicazioni di misura di corrosione. I trasduttori con linea di ritardo a singolo elemento possono essere consigliati in alcune applicazioni di metalli verniciati a superficie regolare dove è necessaria una più elevata precisione di misura.
Teoria operativa della misura dello spessore metallico attraverso al vernice
La velocità dell'onda sonora longitudinale è in genere approssimativamente di 5 900 m/s (0,2320 in/us) mentre la velocità dell'onda sonora nella vernice e in rivestimenti simili è in genere inferiore a 2 500 m/s (0.1000 in/us). Un misuratore ad ultrasuoni convenzionale che misura lo spessore totale di metallo verniciato misurerà erroneamente lo strato di vernice alla velocità dell'onda sonora nell'acciaio. In questo modo, attraverso il rapporto delle due velocità sonore, la vernice apparirà almeno 2,35 volte più spessa rispetto alla realtà. In situazioni caratterizzate da spessori consistenti e tolleranze strette, l'errore legato allo strato della vernice può incidere in modo significativo sulla misura totale. La soluzione a questo problema consiste nella misura o il calcolo dello spessore in modo che la componente verniciata sia sottratta dalla misura.
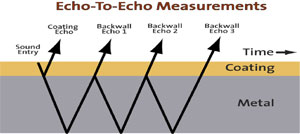
Le misure di spessore Echo-to-Echo si avvalgono semplicemente della misura dell'intervallo di tempo tra due eco di fondo successive che rappresentano il percorso in andata e ritorno dell'onda sonora attraverso la componente da ispezionare. In situazioni relative a metalli verniciati, queste eco di fondo multiple si trasmettono solamente attraverso il metallo e non nel rivestimento. In questo modo l'intervallo tra ogni coppia delle eco di fondo (da eco di fondo 1 a 2, da eco di fondo 2 a 3, ecc.) rappresenta lo spessore del metallo con l'esclusione dello spessore di rivestimento.
La misura THRU-COAT prevede l'uso di un software brevettato per identificare l'intervallo di tempo rappresentato dal percorso in andata e ritorno nel rivestimento. Questo intervallo di tempo viene utilizzato per calcolare e visualizzare lo spessore di rivestimento. Sottraendo questo intervallo dalla misura totale, il misuratore può inoltre calcolare e visualizzare lo spessore del substrato metallico.
Confronto tra le tecniche di misura Echo-to-Echo e THRU-COAT
Ognuna di queste tecniche hanno diversi vantaggi e svantaggi che dovrebbero essere considerati per scegliere la migliore per una data applicazione:
Vantaggi della misura Echo-to-Echo:
- Operatività con numerosi trasduttori comunemente utilizzati
- Misura frequente di rivestimenti a superficie irregolare
- Misura ad elevata temperatura, fino ad approssimativamente 500 °C (930 °F) con dei trasduttori dedicati
Limiti della misura Echo-to-echo
- Necessità di diversi echi di fondo che potrebbero non esistere in alcuni metalli corrosi
- L'intervallo di spessore misurabile può essere più limitato rispetto al misura THRU-COAT
Vantaggi della misura THRU-COAT:
- Capacità di operare con un ampio intervallo di spessori di componenti metalliche, in genere da 1 mm (0,040 in.) a più di 50 mm (2 in.) nell'acciaio
- Richiede solamente un'eco di fondo
- Capacità di misura di uno spessore metallico residuo minimo più preciso in situazioni di vaiolatura
Limiti della misura THRU-COAT:
- Rivestimento non deve essere metallico e deve essere almeno pari a 0,125 mm (0,005 in.) di spessore
- Necessità di rivestimento relativamente regolare
- Richiede l'utilizzo di uno dei due trasduttori dedicati
- Temperatura superficiale massima approssimativamente di 50 °C (125 °F
Procedure di misura Echo-to-Echo e THRU-COAT
La procedura per attivare e eseguire le misure Echo-to-Echo e THRU-COAT con i misuratori 39DL PLUS e 45MG e i trasduttori dedicati sono descritti in dettaglio nei rispettivi manuali operativi dei misuratori. Riferirsi a questi manuali dei misuratori per ottenere queste informazioni e i dettagli relativi alla procedura consigliata per la taratura della velocità e per l'ottimizzazione del guadagno e della cancellazione nei casi necessari.
Intervallo di misura della modalità THRU-COAT
La funzionalità THRU-COAT utilizzando i trasduttori D7906-SM o D7908 possono misurare solamente i rivestimenti non metallici, come vernici o resine epossidiche di spessore pari o superiore a 0,12 mm (0,005 in.). Se si misura una componente in acciaio verniciato e non viene visualizzato un valore di rivestimento, significa che lo spessore del rivestimento è inferiore allo spessore minimo misurabile dalla funzione THRU-COAT oppure non è possibile determinare lo spessore del rivestimento. Tuttavia in molti casi lo spessore del rivestimento sarà sottratto dalla misura e lo spessore dell'acciaio verrà visualizzato. È possibile inoltre provare a effettuare la misura mediante la funzione Echo-to-Echo o provare a rimuovere il rivestimento.
Lo spessore metallico misurabile in modalità THRU-COAT in genere varia da approssimativamente 1 mm (0,040 in.) a più di 50 mm (2 in.) in funzione delle proprietà acustiche del metallo e delle condizioni della superficie interna.
Intervallo di misura della modalità Echo-to-Echo
In modalità Echo-to-Echo mode, l'intervallo dello spessore dipende dalla scelta del trasduttore, dalla scelta del tipo di misuratore , dalle proprietà acustiche del metallo misurato e dalle condizioni superficiali. Visto che per definizione le misure Echo-to-Echo richiedono la presenza di almeno due eco di fondo, non è possibile applicare questo tipo di misura su componenti caratterizzate da intensa corrosione, elevata irregolarità, intensa vaiolatura o elevata attenuazione in quanto non sono compatibili con un secondo eco di fondo multiplo. In questi casi, se possibile, dovrebbero essere usate le misure THRU-COAT.
Con i misuratori 39DL PLUS e 45MG in genere gli intervalli di misura Echo-to-Echo sono i seguenti:
| Tipo trasduttore | Intervallo di spessore* |
| D798 | Da 1,5 mm a 7,50 mm (da 0,06 in. a 0,3 in.) |
| D790/D791 | Da 2 mm a 50 mm (da 0,1 in. a 2 in.) |
| D797 | Da 12,5 mm a 125 mm (da 0,5 in. a 5 in.) |
| M201 | Da 1,25 mm a 12,5 mm (da 0,05 in. a 0,5 in.) |
*Gli intervalli di spessore sono in funzione del materiale, delle condizioni superficiali e della temperatura.

