
Questa nota applicativa tratta la misura di spessori nel settore degli stampaggi per soffiaggio. Ottieni maggior informazioni sull'apparecchiatura, i metodi, la taratura e le procedure usate per determinare lo spessore della parete di componenti stampate per soffiaggio.
Controllo qualità delle componenti stampate per soffiaggio
Per molti anni il controllo qualità per le componenti stampate per soffiaggio prevedeva il loro taglio attraverso taglierini per effettuare la misura di spessore mediante calibri. Si evidenziano diverse problematiche applicando questo metodo convenzionale di ispezione. Quando una componente viene tagliata sul bordo del taglio rimane in genere una sbavatura. Se l'operatore esegue una misura sulla sbavatura la misura dello spessore risulta falsata.
Dando per acquisito che l'operatore lavora con la massima attenzione e evita di produrre dei bordi irregolari, esistono sempre delle limitazioni legate alla posizione di misura realizzabile con dispositivi meccanici. Spesso la forma della componente non permette l'accesso a angoli stretti e nelle aree di impugnatura delle bottiglie. Una volta che la componente è danneggiata per effettuare le misure di spessore, può essere usata per altri controlli.
La variabilità della tecnica applicata dall'operatore rappresenta un altro problema. I calibri possono produrre errori quando sono orientati in maniera angolare rispetto alla componente. pertanto quando sono usati su materiali che possono essere compressi dalla pressione delle ganasce, le misure di spessore possono variare da un operatore all'altro. Esiste inoltre un problema di sicurezza. Gli operatori devono sezionare le componenti mediante taglierini diverse volte durante un turno, pertanto si creano continuamente i presupposti per il verificarsi di gravi infortuni.
Sono disponibili due metodi elettronici in grado di ridurre o eliminare tutti questi problemi: i misuratori di spessore e i misuratori a effetto Hall. Entrambi questi metodi sono attualmente comunemente usati nel controllo qualità di componenti stampate per soffiaggio. La scelta di un metodo di misura in genere dipende dal prodotto da ispezionare. Questa nota applicativa tratta i fattori principali da considerare quando si sceglie un metodo di misura per le componenti stampate per soffiaggio.
Modalità di misura degli spessori di parete mediante misuratori ad ultrasuoni
I misuratori di spessori ad ultrasuoni permettono di misurare gli spessori delle pareti in modo preciso, affidabile e ripetibile, da un lato della componente, senza danneggiarla. I funzionamento è basato sulla misura del tempo necessario all'onda sonora per attraversare la componente. Il trasduttore è posizionato sulla superficie della componente da misurare e viene acusticamente accoppiato alla componente mediante un liquido, in genere glicerina, glicole propilenico o acqua.
L'impulso sonoro passa dalla superficie di contatto alla superficie opposta e rimbalza verso il trasduttore come un'eco (vedi Figura 1). Il misuratore misura il tempo di trasmissione dell'impulso sonoro attraverso il materiale (vedi Figura 2). Usando la velocità di propagazione dell'onda sonora nel materiale da misurare, il misuratore calcola lo spessore del materiale attraverso al seguente equazione:
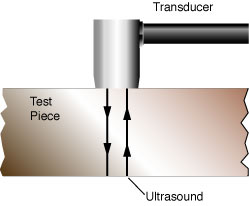

Figura 1. Il trasduttore posizionato sulla componente. L'onda sonora emessa dal trasduttore esegue un percorso bidirezionale tra la superficie di contatto e la superficie opposta.
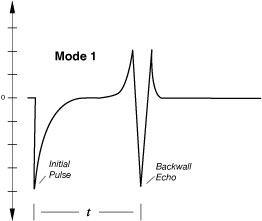
Figura 2. L'impulso iniziale rappresenta l'onda sonora che entra nella componente. L'eco di fondo rappresenta l'onda sonora che ritorna dalla superficie opposta. “t" è il tempo di volo dell'impulso sonoro La modalità 1 si riferisce al metodo di misura, il quale usa l'impulso iniziale e l'eco di fondo per determinare lo spessore.
Taratura dei misuratori di spessore
I misuratori di spessore sono estremamente precisi se si conoscono le condizioni che causano errori e se si prendono alcune semplici precauzioni. Se il misuratore è stato tarato correttamente visualizzerà uno spessore preciso. La procedura di taratura richiede campioni di materiali di spessore noto.
In genere il misuratore sarà regolato mediante campioni che rappresentano lo spessore del materiale massimo e minimo da misurare. La velocità di propagazione dell'onda sonora nel materiale e l'offset dello zero (un parametro correlato al trasduttore) sono definiti eseguendo una semplice operazione mediante il tastierino dello strumento che consiste nell'inserire lo spessore noto dei campioni di taratura. Il misuratore usa lo spessore noto per calcolare la velocità di propagazione dell'onda sonora e l'offset dello zero rispettivamente per quel determinato materiale e trasduttore. Quando il misuratore esegue delle misure di spessore, utilizza la velocità di propagazione dell'onda sonora tarata per calcolare lo spessore del prodotto.
Vantaggi e svantaggi delle misure di spessori
Uno dei vantaggi principali del misuratore di spessore è dato dal fatto che i misuratori di spessore richiedono l'accesso solamente da un lato della componente da ispezionare. In questo modo sono possibili misure di contenitori chiusi, componenti laminari di ampie dimensioni e altri tipi di forme dove l'accessibilità da entrambi i lati è difficile o impossibile. I misuratori sono in genere portatili e di facile uso.
Un limite potenziale è rappresentato dal fatto che la precisione di misura è proporzionale alla precisione di determinazione del materiale e della velocità di propagazione dell'onda sonora. Inoltre questo metodo è soggetto a imprecisioni se la velocità di propagazione dell'onda sonora del materiale cambia in modo imprevedibile La velocità di propagazione dell'onda sonora può essere influenzata da cambiamenti nelle proprietà dei materiali, le quali includono notevoli sbalzi di temperature e variazioni della densità. La maggior parte delle plastiche presentano una rilevabile variazione della velocità di propagazione dell'onda sonora al cambiare della temperatura per un valore superiore a 5 °C).
Il modo più semplice per evitare errori causati dalla temperatura consiste nell'effettuare le operazioni di taratura e misura alla temperatura ambiente. Se questo non è possibile, le operazioni di taratura e misura dovrebbero essere eseguite in una posizione nota e costante del processo di produzione. Siccome la maggior parte dei trasduttori standard risulterebbero danneggiati al contatto di componenti con temperature più calde di 50ºC, le ispezioni ad elevate temperature non è consigliato almeno che non vengano impiegati trasduttori speciali.
I prodotti a elevato spessore, nei quali la superficie interna è molto calda mentre la superficie esterna risulta fredda, possono essere caratterizzati da rilevanti variazioni di temperature tra la superficie esterna e interna. Queste variazioni di temperatura possono causare dei significativi cambiamenti della velocità di propagazione dell'onda sonora attraverso lo spessore della componente, pertanto le misure potrebbero non essere precise.
Modalità di misura degli spessori di parete mediante misuratori a effetto di Hall
L'altro metodo di misura elettronico si basa su un fenomeno noto come Effetto Hall L'Effetto Hall usa un campo magnetico applicato a angoli retti a un conduttore che trasmette corrente. Questa combinazione include una tensione in un'altra direzione. Se un target ferromagnetico come una sfera di acciaio di massa nota è posizionato nel campo magnetico, la tensione indotta varia. Se il target viene allontanato dal magnete, il campo magnetico e perciò la tensione indotta varia in un modo prevedibile. Se vengono tracciati su un grafico queste variazioni di tensione indotta, può essere definita una curva che confronta la tensione indotta alla distanza del target dalla sonda (vedi Figura).
Per effettuare una misura, una sonda Hall viene posizionata su un lato del prodotto da misurare e un target ferromagnetico (in genere un target a sfera di acciaio di ridotte dimensioni) è posizionato dall'altro lato della componente. Il misuratore visualizza la distanza tra il target e la sonda che equivale alla misura dello spessore.

Figura 3. Un target a sfera è posizionato su un lato di una componente da misurare. La sonda è posizionato sul lato opposto della componente e la sfera è attratta dalla sonda.
Taratura dei misuratori a effetto di Hall
Uno strumento a effetto di Hall viene tarato posizionando una serie di distanziali di spessore noto sulla sonda, posizionando una sfera sopra i distanziali e inserendo nello strumento i valori degli spessori noti. Le informazioni inserite nello strumento durante la taratura permette al misuratore di generare una tabella di ricerca, in pratica tracciando una curva di variazioni di tensioni. Il misuratore verifica i valori misurati rispetto alla tabella di ricerca e visualizza lo spessore su una lettura digitale. Sebbene questo possa sembrare complicato, gli operatori hanno solamente bisogno di inserire nel misuratore dei valori noti durante la taratura, lasciando al misuratore l'esecuzione delle operazioni di confronto e calcolo. Il processo di taratura è automatico, pertanto l'operatore non necessita di conoscere i fenomeni fisici che permettono la misura.
Vantaggi e svantaggi delle misure a effetto di Hall
Le misure a effetto di Hall hanno diversi vantaggi: non è necessario l'uso di accoppiante; la velocità di propagazione dell'onda sonora o altre proprietà dei materiali non variano; la possibilità di misurare spessori in aree a raggio stretto e in componenti estremamente sottili. Inoltre è spesso semplice scansionare la sonda attorno alla componente per verificare velocemente lo spessore in diversi punti o per individuare lo spessore minimo in una determinata area.
Il solo limite potenziale nelle applicazioni di misura delle componenti in plastica stampate per soffiaggio consiste nella necessità di inserire un target a sfera all'interno della componente da misurare escludendone un uso per i contenitori chiusi, sebbene possano essere sempre misurati ultrasonicamente. Il sistema può misurare uno spessore massimo di 10 mm (0,400 in.) Sebbene i misuratori a effetto di Hall possono misurare materiali comprimibili, la sfera può comprimere il materiale. Di conseguenza, quando si effettuano queste misure, dovrebbe essere usata una sfera di dimensioni le più piccole possibili. Nell'ambito della produzione usare un unità in grado di scansionare un'intera componente in pochi secondi riuscendo a registrare diverse misure o a effettuare una scansione per uno spessore minimo. In genere questo tipo di unità viene posizionata in un'area di produzione dove viene impiegata dagli operatori dei sistemi di stampaggio. Questo approccio permette un reale controllo del processo statistico (SPC).
Modalità di scelta di un metodo di misura per le componenti stampate per soffiaggio.
Non esistono criteri assoluti e di rapida definizione per scegliere uno dei due metodi di misura. In generale, se si misurano componenti rigide e ampie con pareti spesse, il metodo preferibile è quello ad ultrasuoni. Quando si misurano componenti di ridotte dimensioni con pareti sottili (inferiori a 2,5 mm o 0,100 in.) con angoli stretti, sono preferibili misuratori a effetto di Hall come lo strumento Magna-Mike™ 8600. Nella maggioranza delle applicazioni di misura delle componenti stampate per soffiaggio si scelgono i Misuratori a Effetto Hall. La maggior parte dei sistemi di stampaggio per soffiaggio possiedono parti a forme complesse, relativamente sottili, con pareti flessibili e angoli di difficile misurazione attraverso i misuratori meccanici o ad ultrasuoni.
Per le misure ad ultrasuoni può essere usato un misuratori di spessori di precisione. Si consiglia l'utilizzo di uno dei nostri misuratori di spessori ad ultrasuoni standard per la maggior parte delle comuni applicazioni per bottiglie di plastica a singolo strato. Questi includono i misuratori 39DL PLUS™ e 45MG con software Single Element. In questi misuratori possono essere memorizzate configurazioni per trasduttori e velocità multipli semplificando la misura di numerosi tipi di materiali. Per componenti a spessore sottile si consiglia l'uso di trasduttori M116, M208 o V260 Sonopen™. Per componenti a spessore elevato si consiglia l'uso degli stessi misuratori con i trasduttori a contatto a minore frequenza (M112, M110 o M109). Per misure di spessore di plastiche molto calde con temperature superiori a 50ºC usare un trasduttore a linea di ritardo per alte temperature.
La misura di spessori di bottiglie di plastica sottili o di contenitori multistrato in plastica richiede l'impiego di una frequenza molto superiore disponibile con misuratori di spessori a ultrasuoni standard. Per bottiglie di spessore sottile inferiore a 0,1 mm (0,004 in.) e contenitori multistrato di plastica, si consiglia l'uso del misuratore ad alta frequenza 72DL PLUS™. Il misuratore 72DL PLUS può utilizzare trasduttori con frequenze massime di 125 MHz, inoltre ha la capacità di visualizzare contemporaneamente lo spessore di un numero massimo di sei strati.
È possibile tarare velocemente qualunque tipo di misuratore con alcune semplici operazioni. Una volta tarato, qualunque tipo di misuratore produrrà risultati ripetibili e precisi Si è determinato che con questi metodi la capacità tecnica dell'operatore incide meno rispetto alle misure con strumenti meccanici. I dati di taratura sono registrati insieme alle letture di misura e forniscono un'indicazione qualitativa del lavoro dell'operatore. I misuratori ad
ultrasuoni e ad effetto di Hall integrano delle funzionalità di datalogging, facilitando l'eliminazione del rischio di trascrizioni di errori.



