
Ti fidi delle misure del tuo microscopio confocale laser? Verifica tu stesso con il test della misura in 9 punti
La microscopia confocale a scansione laser (SLCM) è diventata uno strumento di ispezione molto diffuso sia nei laboratori di ricerca che nelle linee di produzione manifatturiere. Grazie a un generatore di luce laser a 405 nm, la SLCM combina informazioni ad alta risoluzione orizzontali (XY ~200 nm) e verticali (Z ~10 nm) per creare un immagine tridimensionale (3D) in pochi secondi. La scala delle misure della SLCM si sovrappone alla microscopia ottica (OLM), alla microscopia elettronica a scansione (SEM) e alla microscopia a forza atomica (AFM). Inoltre richiede una preparazione minima dei campioni, e i microscopi possono accogliere campioni di varie forme, tra cui anche campioni di grandi dimensioni. La SLCM non richiede l'utilizzo di prodotti di consumo e prevede una manutenzione minima del sistema.Tutti questi vantaggi fanno della SLCM un utile strumento di ispezione.La tabella sottostante riassume le differenze tra le quattro tecniche.
Confronto tra microscopia confocale a scansione laser, microscopia elettronica a scansione, microscopia a forza atomica e microscopia ottica
| SLCM | SEM | AFM | OLM | |
|---|---|---|---|---|
| Preparazione del campione | No | Sì | Sì | No |
| Immagine 3D | Sì | No | Sì | No |
| Prodotti di consumo | No | No | Sì | No |
| Risoluzione XY | ~100 nm | 10 nm | 0,1 nm | ~300 nm |
| Risoluzione Z | ~10 nm | ND | 0,1 nm | ND |
| Vuoto | No | Sì | No | No |
| Velocità di imaging | Veloce | Veloce | Lento | Veloce |
La tecnica di metrologia ad alta risoluzione SLCM vanta accuratezza e ripetibilità elevate in tutto il campo visivo. Un modo per confermare l'accuratezza e la ripetibilità del proprio sistema è ottenere regolarmente un certificato di calibrazione, solitamente una volta all'anno. Normalmente, ciò richiederebbe l'uscita di un tecnico di servizio certificato A2LA al fine di testare lo strumento con uno standard di calibrazione con tracciabilità NIST. Tuttavia, c'è un modo molto più semplice di verificare le condizioni del proprio sistema e si può fare su base mensile o anche settimanale: un semplice test di misura in 9 punti (Figura 1).

Figura 1. Misura una caratteristica in 9 punti del campo visivo per garantire misurazioni attendibili. I punti blu mostrano la posizione di ciascuna misura.
Il metodo è semplice. Per prima cosa, scegli una caratteristica facilmente riconoscibile o un campione noto. Misura la caratteristica in 9 punti diversi del campo visivo, come mostrato nella Figura 1. Registra i dati ed esegui di nuovo le misure negli stessi identici punti. Se la distorsione sferica del sistema è calibrata bene nell'intero campo visivo, i dati dovrebbero essere costanti con qualche piccola variazione.
Di seguito viene mostrato un esempio di utilizzo del nostro microscopio confocale a scansione laser LEXT™ OLS5000. È stata utilizzata una piastra d'acciaio con una fossa (Figura 2a), ma, se possibile, si consiglia di utilizzare un campione di calibratura standard. È stata misurata la profondità della fossa nel punto più profondo (Figura 2b). In seguito, la fossa è stata spostata in 9 punti diversi all'interno del campo visivo del microscopio ed è stata rilevata la stessa misura in ciascun punto. La profondità media è risultata 6,976 µm, la differenza tra la profondità minima e massima 0,267 µm. La deviazione standard di 9,6% mostra che il sistema ha fornito misure accurate e riproducibili.
 (a) | 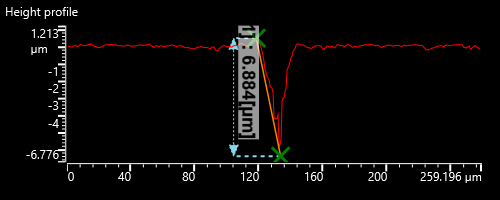 (b) |
Figura 2. (a) La fossa sul campione di metallo e (b) un grafico che mostra la misura tra il punto più alto, sul bordo, e il punto più profondo nella fossa.
Per dimostrare l'importanza di utilizzare l'ottica corretta, l'obiettivo 50X LEXT specifico per le misure che viene spedito insieme al microscopio OLS5000 è stato sostituito con un obiettivo non Olympus pronto all'uso. La varianza della misura è saltata da 0,267 µm a 0,911 µm mentre la deviazione standard è schizzata a 34,7%! Una variazione così significativa nei risultati delle misure della stessa caratteristica dimostra che l'obiettivo ha prodotto risultati inaffidabili. Questi risultati sarebbero inaccettabili per la maggior parte dei laboratori di metrologia e dimostrano l'importanza di questo rapido test che garantisce le prestazioni del tuo sistema.
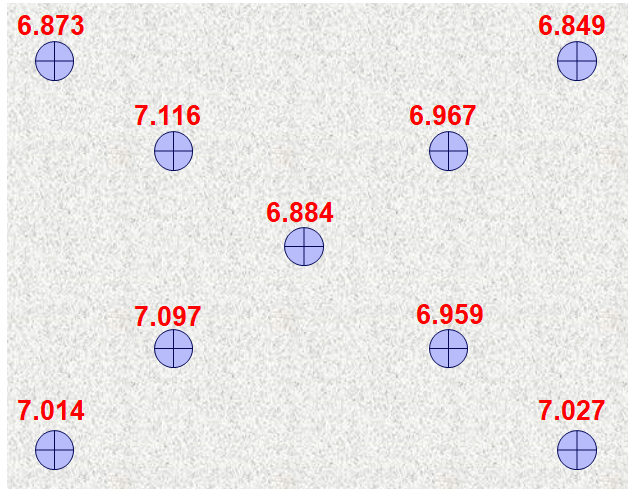 (a) | 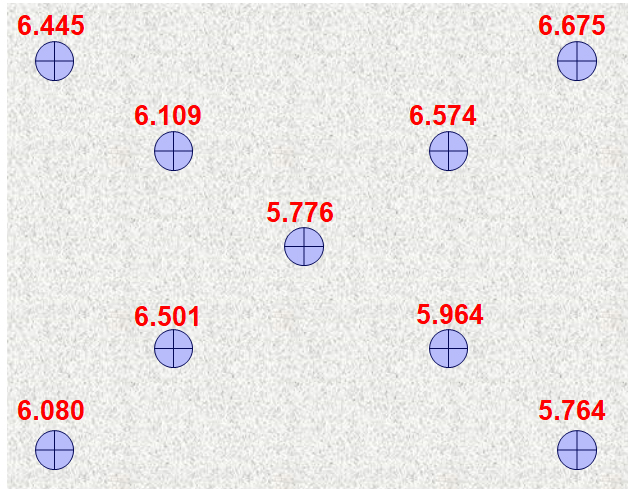 (b) |
Figura 3. I dati relativi all'altezza acquisiti con (a) un obiettivo apposito Olympus LEXT e (b) un obiettivo non Olympus pronto all'uso ad uso generale.
Nelle applicazioni di metrologia per la ricerca e la manifattura, l'accuratezza e la ripetibilità delle misure sono fondamentali. Sebbene sia prudente far convalidare il sistema in modo professionale una volta all'anno, ciò ovviamente non è pratico su base settimanale o mensile. Fortunatamente, la tecnica di misura in 9 punti dimostrata in questo articolo è un modo semplice e veloce di confermare che il sistema restituisca dati sempre attendibili. Potrebbe essere utile aggiungerlo come parte della procedura standard per l'autoverifica del sistema, per contribuire a eliminare variazioni significative dei dati. Questo test dimostra inoltre l'importanza di scegliere obiettivi della migliore qualità da utilizzare col proprio microscopio confocale a scansione laser.
Contenuti correlati
White paper: Principi di base dei microscopi a scansione laser
Misura dell'altezza dei dossi conduttivi di un circuito integrato
