
La ASM international è un'associazione professionale senza fini di lucro impegnata nel trasmettere conoscenze di tipo scientifico, ingegneristico e tecnico ai propri membri e agli specialisti delle scienze dei materiali. Nei propri laboratori adibiti a attività di tipo sperimentale e formativo lavorano costantemente su soluzioni di ispezione innovative che hanno il potenziale di migliorare l'assicurazione qualità nell'ambito produttivo.
Una nuova applicazione su cui stanno lavorando è rappresentata dalla L-PBF (laser powder bed fusion), un processo produttivo additivo dove un laser viene utilizzato per fondere materiale polverizzato per creare un oggetto 3D. Si può paragonare a una stampa 3D ma applicata per componenti metalliche. Una delle problematiche dell'ASM International consiste nello studiare come valutare la qualità delle componenti stampate 3D.
Come funziona la L-PBF?
Il processo inizia dalla preparazione di una base di polvere metallica. Un laser molto sottile riscalda con precisione il materiale polverizzato per fonderlo. Realizzando migliaia (anche un numero superiore in funzione delle dimensioni della componente) di piccole fusioni su diversi strati e scartando il materiale polverizzato inutilizzato, gli utenti possono creare un oggetto metallico 3D in modo efficace.
L'intero processo è controllato da un computer e, per ogni componente creata, devono essere regolati in modo corretto circa 200 parametri. Nel caso in cui non siano regolati correttamente, possono verificarsi delle complicazioni nel processo produttivo e può evidenziarsi una scarsa qualità delle componenti. Per esempio, possono comparire delle cavità e delle porosità nel caso in cui il sistema non venga regolato correttamente. Il prodotto finale potrebbe quindi non risultare resistente mostrando dei cedimenti anticipati.
Sono disponibili delle tecnologie per valutare la qualità delle componenti prodotte dalla L-PBF. Una delle più diffuse è la tomografia computerizzata. La tomografia computerizzata utilizza i raggi X per acquisire una serie di sezioni 2D di una componente. In seguito queste sezioni possono essere ricomposte in un rendering 3D in modo che gli utenti possano vedere dettagli interni e esterni delle componenti. Sebbene risulti un metodo efficace, la sua applicazione esclusiva richiede molto tempo. Questo aspetto va tenuto in considerazione visto che nella produzione additiva la velocità e l'efficienza sono due fattori critici.
Sperimentazione con il microscopio confocale a scansione laser
L'ASM utilizza nel proprio laboratorio un microscopio confocale laser Olympus LEXT™ OLS5000. Il microscopio OLS5000 viene usato in numerose applicazioni di ispezione per misurare la forma e le irregolarità superficiali di un campione con una precisione sub-micrometrica. I vantaggi nel suo impiego includono velocità di esecuzione, facilità d'uso, ampia distanza di lavoro e imaging di precisione.
Il microscopio LEXT OLS5000 nel laboratorio dell'ASM International.
John Peppler, metallurgista esperto e responsabile di laboratorio all'ASM International, ha usato il microscopio OLS5000 per velocizzare il processo L-PBF. Nello specifico, ha usato il microscopio OLS5000 per definire la forma della fusione e in seguito confrontare i risultati con quelli della tomografia computerizzata.
Valutazione di componenti stampate in rapporto ai difetti
Lo strato superiore della componente stampata mostra le fusioni realizzate. La forma delle fusioni e gli spazi interposti rappresentano fattori fortemente correlati con il posizionamento e la valutazione di difetti potenziali. L'analisi di queste forme è un punto di forza del microscopio OLS5000.
Per configurare e completare una valutazione completa di una componente mediante una scansione con tomografia computerizzata sono necessarie circa 3 ore. Con il microscopio OLS5000 è necessaria circa un'ora per scansionare un'area 3 mm × 3 mm e verificare la presenza di irregolarità superficiali. Inoltre Peppler ha usato il microscopio OLS5000 per acquisire delle semplici misure del profilo lineare della componente. Per ognuna di queste scansioni sono stati necessari solo un paio di minuti.
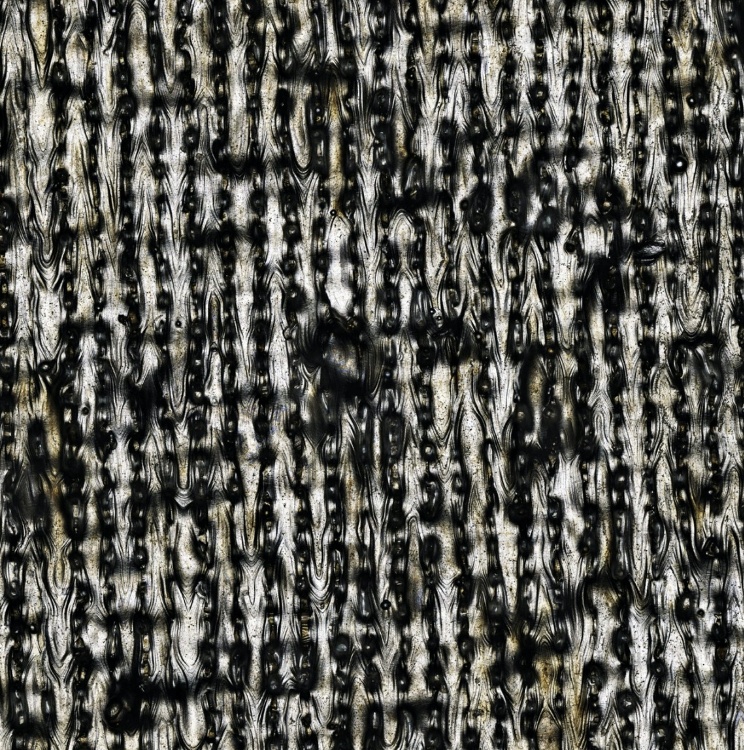 Un'immagine a colori della scansione 3 mm × 3 mm utilizzando un'ampia distanza di lavoro e un obiettivo 50X. | 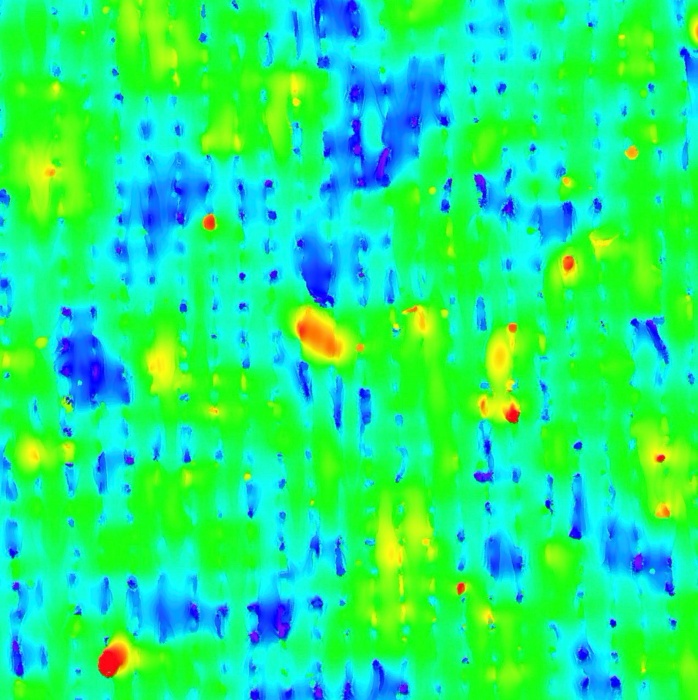 Una mappatura delle altezze della stessa area illustrata nell'immagine a sinistra. |
Sebbene i dati OLS5000 non mostrino la composizione interna completa della componente si è rivelato efficiente nella valutazione dei rilievi e delle depressioni presenti sulla superficie della componente. Il microscopio permette agli utenti di definire una "depressione", effettuando una misura a una specifica profondità al di sotto della superficie della componente e, in seguito, visualizzando queste misure. La mappatura fornita dal microscopio laser può potenzialmente migliorare la qualità della componente effettuando una verifica per assicurarsi che il sistema L-BPF funzioni in modo ottimale. Se per esempio esistono ampi spazi tra le fusioni nello strato superiore che non dovrebbero essere presenti, si può presumibilmente concludere che gli spazi probabilmente esistono anche all'interno della componente, pertanto dovrebbe essere verificata l'integrità della componente attraverso una scansione con tomografia computerizzata.
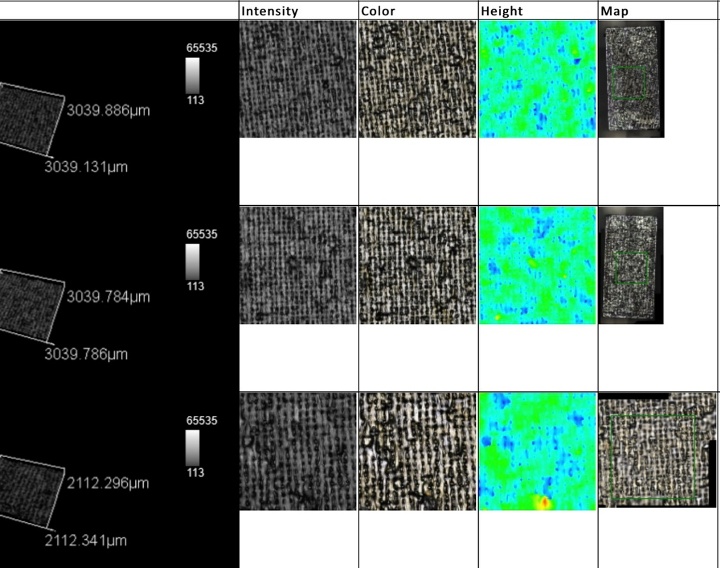
Immagini acquisite da un microscopio OLS5000 con tre scansioni di 3 mm × 3 mm che mostrano intensità, colore, mappatura delle altezze e mappatura dell'area.
Regolazione di precisione del sistema L-PBF
Le veloci funzionalità di misura di irregolarità lineari del microscopio OLS5000 sono potenzialmente utili per regolare correttamente il sistema durante la configurazione. Ogni dispositivo L-PBF possiede una serie di parametri che devono essere regolati correttamente per produrre componenti con la maggiore qualità possibile. Per la regolazione di questi parametri si applica un approccio basato su tentativi successivi, pertanto sono fondamentali le soluzioni di rapida verifica in grado di velocizzare queste procedure.
 .
. Una serie di profili lineari delle altezze lungo le fusioni L-PBF. Le depressioni presenti tra fusioni adiacenti sono significativamente più profonde rispetto allo strato di riferimento delle altezze, indicando la presenza di difetti.
Alcuni fattori fondamentali che devono essere misurati sono il numero, la posizione e la profondità di tutte le depressioni nella componente. L'approccio di misura a alta risoluzione basato su laser e senza contatto del microscopio permette di misurare con precisione perfino la profondità di depressioni strette tra fusioni. Peppler auspica che creando una mappatura delle scansioni lineari, possa mettere a disposizione dei produttori uno strumento di regolazione precisa dei dispositivi di produzione L-BPF, non solamente per quanto riguarda la forma ma anche per l'integrità interna. Sebbene il microscopio OLS5000 non possa sostituire la scansione con tomografia computerizzata, può rappresentare un elemento fondamentale del processo di efficientamento delle procedure di configurazione e assicurazione qualità.
Conclusione
Si stanno sempre più diffondendo rapidamente tecniche di produzione additiva come la L-PBF o altre simili. Numerosi produttori stanno mostrando interesse alla tecnologia di stampa in 3D di componenti in metallo con forme e geometrie complesse senza dover ricorrere a procedure di forgiatura e fresatura. Tuttavia, in seguito allo sviluppo di tecniche di produzione all'avanguardia, è necessario supportarle mediante tecnologie di ispezione avanzate. La collaborazione tra Olympus e ASM International mira allo sviluppo di soluzioni per nuove sfide mediante la combinazione di apparecchiature avanzate e specialisti nonché ricercatori.
Contenuti correlati
Una guida rapida per una veloce analisi XRD quantitativa
Fuori da questo mondo: Analizzatori XRD Olympus su Marte
5 vantaggi degli analizzatori XRD Olympus rispetto agli analizzatori XRD convenzionali
Sempre in contatto
