
Bo Hyun Kim è professore presso la facoltà di ingegneria meccanica dell'Università Soongsil in Corea del Sud. Conduce ricerche sulla tecnologia di microlavorazione a ultraprecisione mediante microscopi digitali e microscopi confocali laser 3D. Abbiamo intervistato il Prof. Bo Hyun per ottenere maggior informazioni sulla ricerca e i microscopi usati per raggiungere risultati significativi.
D: Cos'è la tecnologia di microlavorazione a ultraprecisione?
Prof. Bo Hyun: La tecnologia di microlavorazione a ultraprecisione è una tecnica di fabbricazione che produce dettagli a livello micrometrico oppure componenti con precisione e rugosità a livello nanometrico. La necessità di tecnologia di microlavorazione a ultraprecisione sta rapidamente aumentando nell'ambito dell'industria informatica, della componentistica elettronica, della componentistica micro-meccanica e dello stampaggio micro-meccanico. Inoltre si sta ampliando il campo applicativo.
In risposta a queste esigenze tecnologiche il PREMA (Precision Engineering and Manufacturing Laboratory) sta conducendo ricerche sulla tecnologia di microlavorazione a ultraprecisione come microfresatura, microperforazione e microsmerigliatura, oltre a EDM (electric discharge machining) e ECM (electrchemical machining).
I tipici campi di ricerca includono:
- Lavarazione a ultraprecisione di materiali a alta resistenza (ceramiche, carburo cementato, vetro zaffiro, ecc.)
- Micro-EDM (micro-electric discharge machining)
- Tecnologia di fabbricazione di micro-utensili
- Tecnologia di lavorazione ibrida (una combinazione di tecnologie di lavorazione come sezionatura, smerigliatura, EDM, ECM e lavorazione laser)
D: Potrebbe condividere alcuni risultati della sua ricerca in questo campo e informazioni sugli strumenti usati per raggiungere questi risultati?
Bo Hyun: per la mia ricerca, risulta importante l'osservazione e la misura di superfici lavorate mediante diversi metodi.
Sono diversi i parametri di lavorazione che possono influenzare una lavorazione di precisione. Pertanto è necessario continuamente verificare le immagini e misurare la superficie lavorata per assicurarsi che la lavorazione è stata eseguita correttamente in ogni sua fase.
Come esempio è possibile prendere in considerazione la superficie di vetro borosilicato lavorato in modalità duttile.
La prima immagine riportata di seguito (Figura 1, a sinistra) mostra delle micro-scanalature ricavate su un vetro borosilicato mediante micro-utensili in diamante policristallino (PCD). Visto che il vetro è un materiale molto fragile, risulta complesso effettuare micro-lavorazioni sul vetro senza la formazione di cricche. Per esempio, la scanalatura verticale nell'immagine è stata ricavata con una profondità di taglio di 1 µm. Perfino una profondità di taglio di 1 µm ha prodotto numerose cricche sulla superficie del vetro. Tuttavia quando la profondità di taglio è stata ridotta a 0,25 µm nella scanalatura orizzontale, il vetro è stato lavorato senza la formazione di cricche; questa lavorazione è denominata sezionatura in modalità duttile.
Per incrementare la durabilità dello strumento PCD o per eliminare il rischio di formazione di cricche che si verificano frequentemente durante le lavorazioni, è importante verificare le variazioni superficiali e di rugosità al modificarsi delle condizioni sperimentali.
In questo caso un microscopio laser e un microscopio confocale laser sono strumenti efficaci per l'osservazione e la misura di superfici lavorate. Utilizzando il microscopio digitale DSX1000 e il microscopio confocale laser 3D LEXT™ OLS5100 di Evident per l'osservazione e la misura di superfici, è possibile migliorare la qualità della lavorazione per creare una superficie priva di cricche in modalità duttile.
Di seguito sono riportati risultati ottenuti con i microscopi:
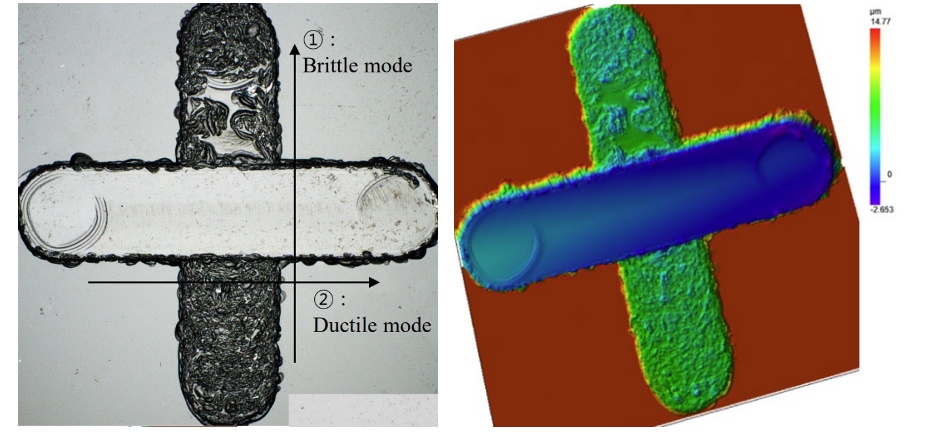
Figura 1. Micro-scanalature ricavate su una superficie di vetro borosilicato con micro-strumenti PCD. A sinistra: immagine al microscopio; a destra: profilo superficiale. Le immagini sono state acquisite e misurate mediante il microscopio confocale laser 3D OLS5100.
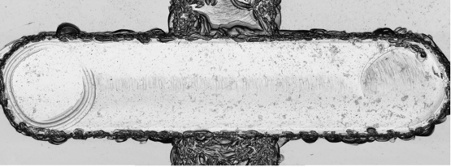
Figura 2. Micro-scanalature ricavate su superficie in vetro borosilicato. L'immagine di dettaglio mostra che quando la profondità di taglio è di 0,25 µm, il vetro borosilicato può essere lavorato senza la formazione di cricche (denominata sezionatura in modalità duttile). L'immagine e le misure sono state acquisite mediante il microscopio confocale laser OLS5100 3D.
| Velocità di esecuzione (µm/s) | Profondità di taglio (µm) | Profondità totale (µm) | |
|---|---|---|---|
| Modalità fragile | 100 | 1 | 10 |
| Modalità duttile | 20 | 0,25 | 14 |
| Condizioni di smerigliatura | |
|---|---|
| Strumento usato | PCD |
| Granulometria (µm) | 10 |
| Diametro dello strumento (µm) | 150 |
| Capacitanza operativa (pF) | 500 |
| Materiale pezzo in lavorazione | Borosilicato |
| Velocità rotativa (rpm) | 60 000 |
| Velocità di esecuzione (µm/s) | 20–100 |
| Profondità di taglio (µm) | 0.25–1 |
| Profondità totale (µm) | 14 |
- In seguito alla produzione di una superficie fragile in condizione (1), effettuare una lavorazione in modalità duttile in condizione (2)
- Creare una superficie priva di cricche in modalità duttile effettuando una lavorazione più in profondità rispetto alle cricche in modalità fragile (dislivello: 4 µm)
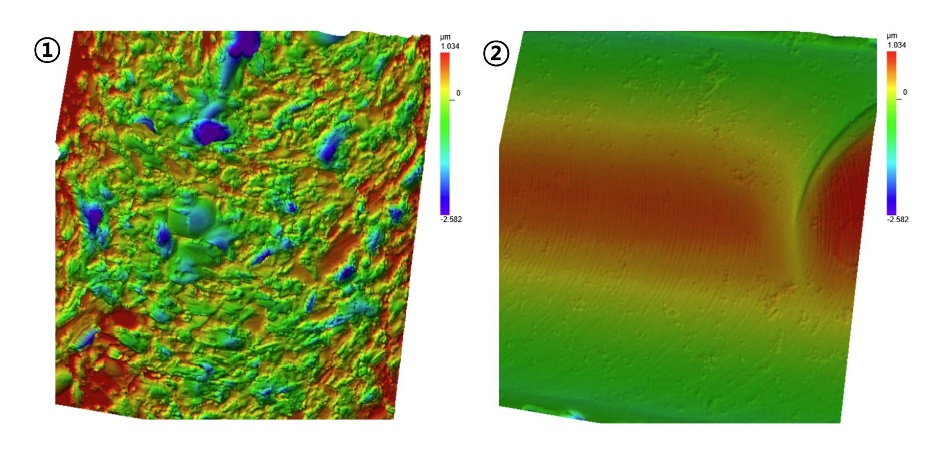
| Velocità di esecuzione: µm/s | Profondità di taglio: µm | Profondità totale: µm | Media rugosità superficiale (Ra): µm | Massima altezza (Rz): µm | |
|---|---|---|---|---|---|
| 1. Fragile | 100 | 1 | 10 | 0,437 | 2,589 |
| 2. Duttile | 20 | 0,25 | 14 | 0,015 | 0,141 |
Figura 3. Confronto della rugosità superficiale di una superficie in vetro lavorata in modalità fragile e duttile. Apparecchiatura usata: Microscopio a scansione laser 3D OLS5100.
Usando un microscopio digitale 3D e un microscopio confocale, la qualità della lavorazione può essere migliorata significativamente se i dati di analisi della rugosità e la precisione di lavorazione sono confrontati e tenuti in considerazione per la definizione dei parametri di lavorazione. Questo è importante visto che una lavorazione di maggiore qualità permetterà di ottenere un prodotto di maggiore qualità.
Il professore Bo Hyun Kim utilizza un microscopio digitale DSX1000 per verificare la rugosità e le variazioni superficiali in superfici lavorate
D: Quali sono i suoi prossimi obiettivi di ricerca?
Prof. Bo Hyun: In futuro il PEML continuerà a effettuare ricerche significative universitarie e applicative sulle lavorazioni a ultraprecisione in diversi campi.
Documentazione supplementare sulla tecnologia di microlavorazione a ultraprecisione
Per ottenere maggior informazioni sulla tecnologia di microlavorazione a ultraprecisione consultare i seguenti articoli redatti dal Prof. Bo Hyun Kim.
- Scienze applicate | Testo completo gratuito | Studio sperimentale su micro-smerigliatura di ceramiche per micro-strutturazione (mdpi.com)
- Microlavorazioni | Testo completo gratuito | Fabbricazione microfluidica di chip si silicio fuso mediante micro-smerigliatura (mdpi.com)
Informazioni sull'intervistato
 | Bo Hyun Kim è professore presso la facoltà di ingegneria meccanica dell'Università Soongsil in Corea del Sud ed è un esperto nel campo della lavorazione di ultraprecisione di materiali duri. Contribuisce all'attività universitaria mediante ricerche avanzate e articoli pubblicati sulle tecnologie di microlavorazione a ultraprecisione come l'EDM, l'ECM e la lavorazione laser, oltre a lavorazioni meccaniche come sezionatura, fresatura e smerigliatura. |
Contenuti correlati
Misura della rugosità superficiale: Suggerimenti pratici per cominciare
5 vantaggi del microscopio digitale DSX1000
Il microscopio digitale DSX1000 vince un iF Design Award 2022
