
L'uso di metalli rivestiti sta crescendo in numerose industrie come in quella oil & gas, energetica, chimica e della cantieristica navale. I metalli rivestiti sono principalmente utilizzati per migliorare la gestione dei costi, assicurando o incrementando la sicurezza e la durabilità.
Metalli rivestiti
Nei diversi strati possono essere usati due o più metalli, in genere funzionalmente complementari. Per esempio, uno strato di metallo potrebbe garantire la resistenza alla corrosione mentre un altro potrebbe assicurare la necessaria resistenza strutturale. Questo tipo di combinazione di metalli è comune nell'industria oli offshore. In questo ambito la lega Inconel® o Super Dulex può essere usata in combinazione con l'acciaio al carbonio o l'acciaio inossidabile. In altri casi, l'uso di strati di acciaio inossidabile in strutture di acciaio al carbonio rappresenta un compromesso tra la resistenza alla corrosione e il mantenimento dei costi a un livello ragionevole.
Di seguito alcune combinazioni di metalli possibili: titanio/acciaio al carbonio, titanio/acciaio inossidabile, bronzo all'alluminio/acciaio al carbonio, acciaio inossidabile/acciaio al carbonio, leghe di nichel/acciaio al carbonio, duplex o super duplex/acciaio al carbonio, alluminio/acciaio al carbonio, ecc. I tipi di strutture che possono beneficiare di rivestimenti metallici includono piastre tubiere, recipienti per reattori, scambiatori di calore, condensatori e altri recipienti.
Il processo di saldatura
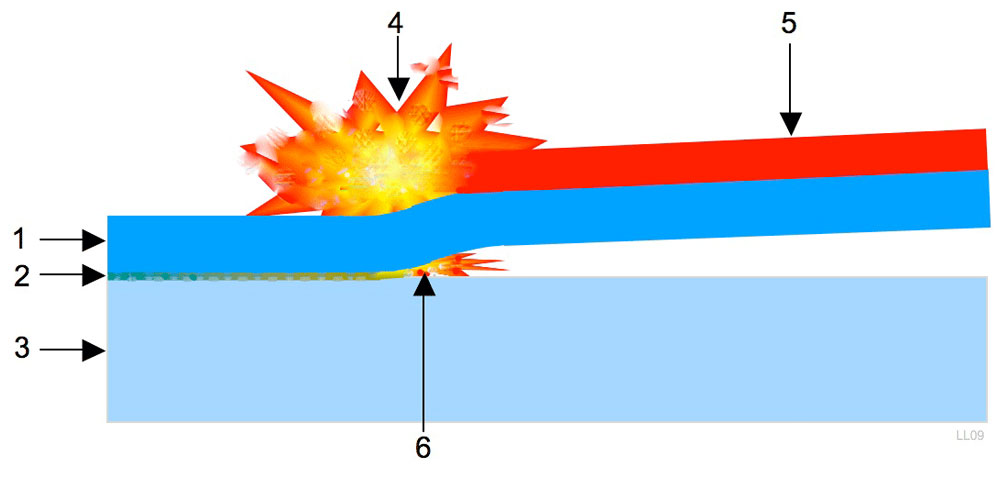
Un metodo per unire due metalli è denominato saldatura esplosiva (“explosion welding” [EXW]), denominato anche rivestimento per esplosione. La saldatura per esplosione è un processo allo stato solido che utilizza l'energia esplosiva controllata per unire insieme due strati di metallo. Il processo inizia con due piastre o fogli metallici. Un foglio è in genere costituito di metallo "convenzionale", come l'acciaio al carbonio, e l'altro è un metallo di "alta qualità", come il super duplex. Entrambi i fogli sono puliti per rimuovere gli strati di ossido e in seguito sovrapposti e allineati mediante distanziali di plastica. In seguito una struttura contenente polvere esplosiva e un detonatore è posizionata sopra i fogli. Quando viene innescata l'esplosione, viene creata una forte onda di pressione tra i due fogli di metallo che rimuove qualunque strato di ossido e permette ai metalli di unirsi automaticamente (Figura 1).
Questo processo può essere eseguito in un ambiente libero o sottovuoto.
 | Saldatura per esplosione
|
| Figura 1 Il processo di saldatura esplosiva | |
Controllo qualità
Il processo di saldatura esplosiva ha delle conseguenze sulla qualità e l'uniformità dell'unione metallica. I difetti di fabbricazioni possono includere delle cricche trasversali e delle aree di distaccamento.
Mentre i metodi di controllo distruttivi sono spesso usati per rilevare micro-cricche, i difetti da distaccamento possono essere efficientemente rilevati attraverso controlli a ultrasuoni non distruttivi. I controlli a ultrasuoni phased array con sonde a 64 e 128 elementi rendono le ispezioni efficienti, specialmente se la sonda è installata su uno scanner motorizzato.
 |
| Figura 2 Uno scanner motorizzato MapROVER™ Olympus. |
Uso della tecnologia phased array per ispezionare piastre rivestite
In questo esempio un rilevatore di difetti phased array OmniScan® è stato usato con una sonda phased array a 64 elementi da 7,5 MHz combinata a uno scanner motorizzato. La sensibilità di rilevamento necessaria per questa applicazione corrispondeva a aree di distaccamento di 5 mm. La sonda e il metallo sono stati accoppiati mediante il sistema a colonna d'acqua che elimina il bisogno di uno zoccolo (la soluzione HydroFORM®). L'intero gruppo è stato installato su un supporto e integrato nel braccio dello scanner.
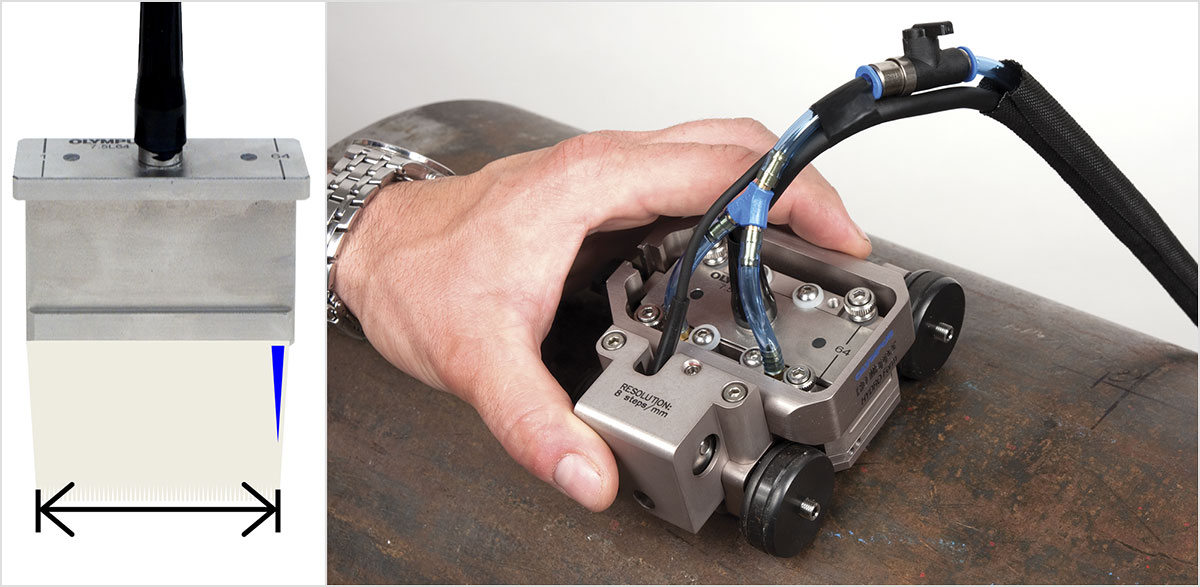 |
| Figura 3 La sonda HydroFORM con l'illustrazione di fasci sonori (a), il contenitore dell'acqua e il supporto (b). |
I vantaggi nell'uso di un percorso d'acqua sono rappresentati da un buon accoppiamento durante la scansione a alta velocità e un'ottima risoluzione in prossimità della superficie (circa 1,5 mm). Visto che i questo esempio lo strato rivestito ha uno spessore di soli 5 mm, risulta particolarmente importante avere una buona risoluzione in prossimità della superficie. La Figura 4 (in basso) illustra gli schemi della propagazione sonora nella componente rivestita con gli echi generati dalle interfacce acqua-metallo, metallo-metallo e metallo-aria visualizzate su una scansione settoriale a 0 gradi.
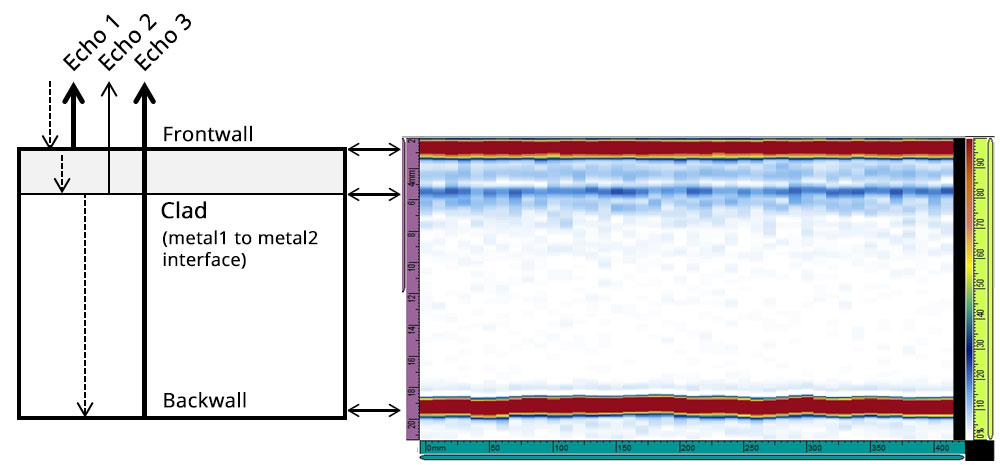 |
| Figura 4 La propagazione sonora (a sinistra) e gli echi dalle interfacce su una scansione settoriale a 0 gradi (a destra). Dimensione di una scansione modificata dall'originale. |
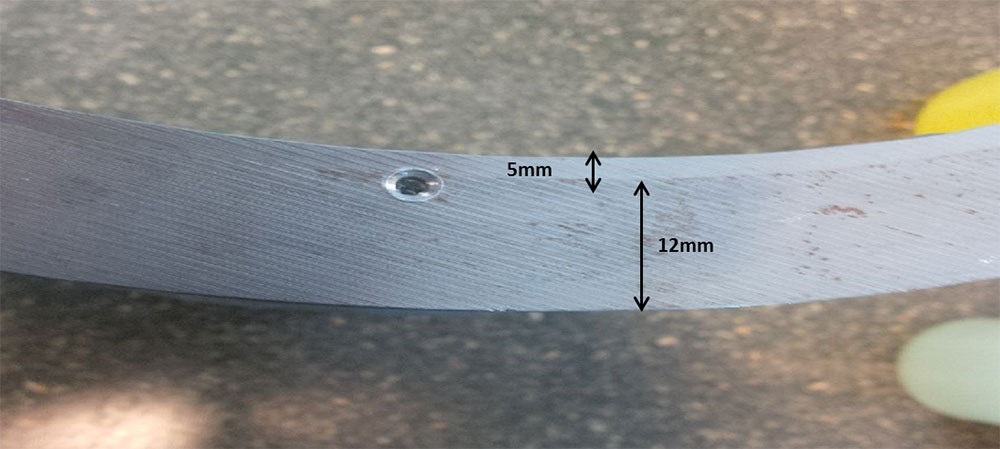 |
| Figura 5. Un esempio di un metallo rivestito. |
Il processo di scansione utilizza uno scanner motorizzato con un braccio di scansione da 600 mm saldamente fissato al metallo attraverso quattro ruotine magnetiche. Se è necessaria una risoluzione minore, come ad esempio 5 mm, la velocità di acquisizione dei dati può raggiungere 1016 mm/secondo. Con lo scanner MapROVER, la sonda può muoversi lungo il braccio di scansione alla velocità di 900 mm/s potendo ancora rilevare ampie aree di distaccamento da 5 mm. Le visualizzazioni differenziate disponibili sul rilevatore di difetti OmniScan facilitano l'identificazione dee indicazioni. Mentre un C-scan codificato in base allo spessore permette un chiaro posizionamento delle indicazioni sulla piastra ispezionata, i B-scan e D-scan potrebbero aiutare l'operatore a confermare la natura del difetto, come nel caso in cui un'area di distaccamento è posizionata nell'interfaccia tra due metalli o tra due strati. Per esempio, nella Figura 6, è chiaramente visibile nell'interfaccia tra due diversi metalli. Gli utenti possono perfino configurare il sistema per attivare un allarme se un'indicazione è rilevata durante la scansione. In questo esempio, l'ispezione ha coperto un'area di 600 mm × 4000 mm in meno di 1 minuto.
Quando la scansione è completata, il report dei dati può essere facilmente generato sullo strumento o su un PC mediante il software OmniPC™.
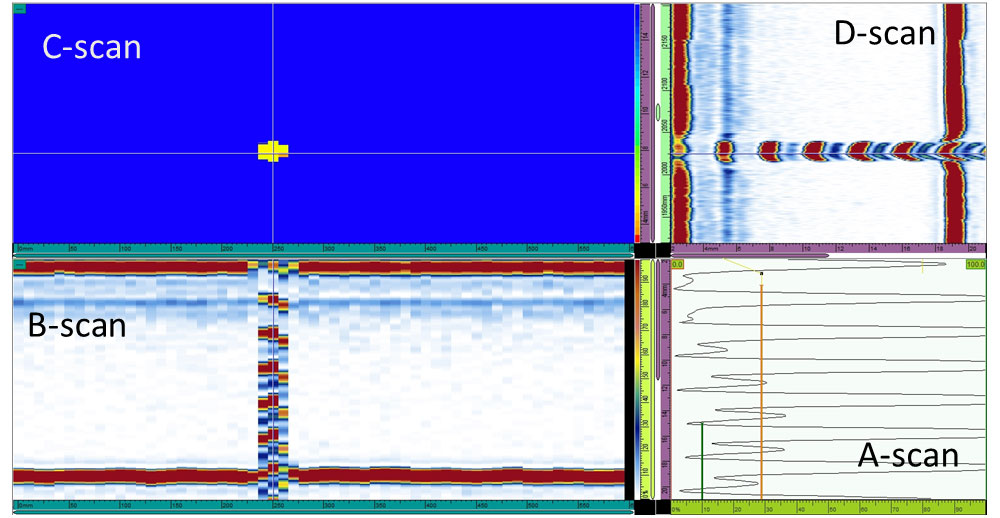 |
| Figura 6. Dati acquisiti attraverso un rilevatore di difetti OmniScan di una piastra rivestita. Notare l'indicazione nell'interfaccia metallo-metallo. |
Conclusione
I metodi di saldatura per esplosione sono sempre più importanti nelle industrie come l'Oil & Gas. Il processo di produzione richiede un metodo veloce e affidabile per controllare la qualità dell'area di distaccamento tra due strati di metallo. I controlli a ultrasuoni phased array rappresentano una soluzione di ispezione ideale a causa della velocità di acquisizione e della qualità dei dati. Quando la tecnologia phased array è combinata con uno scanner motorizzato, gli utenti possono raggiungere anche velocità di scansione maggiori. Per questo esempio i vantaggi principali trattati sono:
- Velocità: Un'area di 600 mm × 4000 mm è stata ispezionata in meno di un minuto
- Copertura completa alla risoluzione desiderata (fissata dalla dimensione minima accettabile del difetto)
- Aumento della probabilità di rilevamento attraverso immagini intuitive
- Dati in un formato digitale
- Veloce creazione di report
OmniScan e HydroFORM sono marchi registrati mentre OmniPC e MapROVER sono marchi commerciali di Olympus Corporation.
Inconel è un marchio registrato di Special Metals Corporation.
