
Il software OmniScan MXU 4.4 viene utilizzato in combinazione ai rilevatori di difetti OmniScan e al software OmniPC™ per realizzare ispezioni in modo più efficiente. Esistono quattro nuove funzionalità che accelerano il flusso di lavoro di ispezione delle saldature dalla fase di pianificazione di scansione alla fase di analisi e alla fase di creazione di report.
1. Creazione di una scansione composta e integrata mediante il rilevatore di difetti
Gli S-scan composti contribuiscono a ridurre il numero di gruppi e di scansioni necessari durante un'ispezione e a aumentare la copertura volumetrica delle saldature mediante una singola sonda phased array. La possibilità di creare delle scansioni composte direttamente nel rilevatore di difetti semplifica la configurazione della scansione senza dovere usare un PC accelerando l'ispezione generale. Su uno strumento a gruppo singolo, come un rilevatore di difetti OmniScan SX, una scansione composta può ridurre il numero di scansioni acquisite al giorno della metà o di un'entità ancora maggiore in confronto alla copertura equivalente mediante una scansione settoriale.
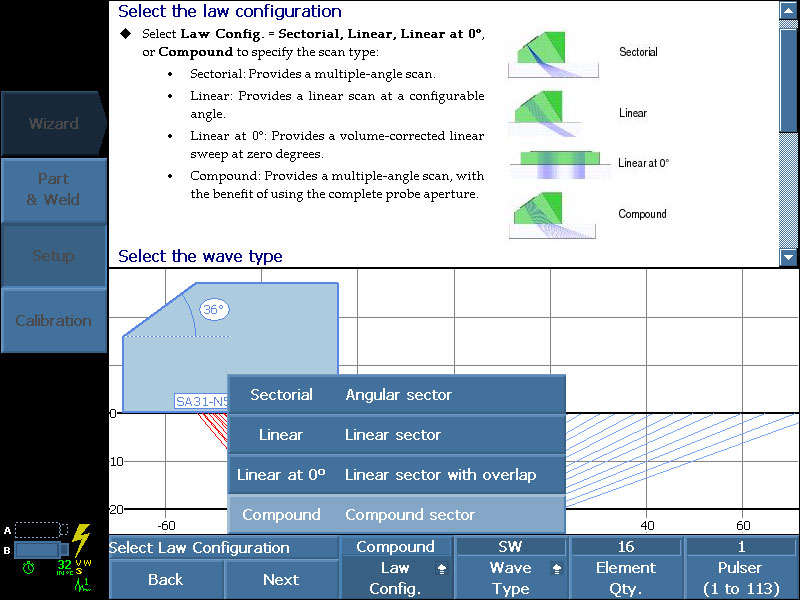 |
| Configurazione di una legge di scansione composta mediante la procedura guidata di configurazione del software MXU. |
2. Semplificazione dell'ispezione di saldature a lungo cordone con una geometria Ray Tracing curvata e una calcolatrice delle leggi focali
Il software MXU 4.4 permette agli utenti di creare delle configurazioni per le ispezioni di saldature continue direttamente nel rilevatore di difetti OmniScan senza il bisogno di un computer portatile.
- Attraverso la funzionalità della calcolatrice gli operatori possono usare uno zoccolo COD personalizzato o uno zoccolo standard mediante la libreria degli zoccoli OmniScan. La calcolatrice genererà le corrette leggi focali per la curvatura della componente definita basata sulle informazioni inserite dall'utente. Questo ridurrà le operazioni di configurazione e le probabilità di errore da parte dell'utente.
- Il layout A-C-R-S aiutano l'utente a individuare i difetti in una componente curva. L'R-scan mostrerà la corretta posizione nella composizione in relazione al segnale nel gate effettuando una correlazione con il segnale ultrasonoro proveniente dall'A-scan e S-scan.
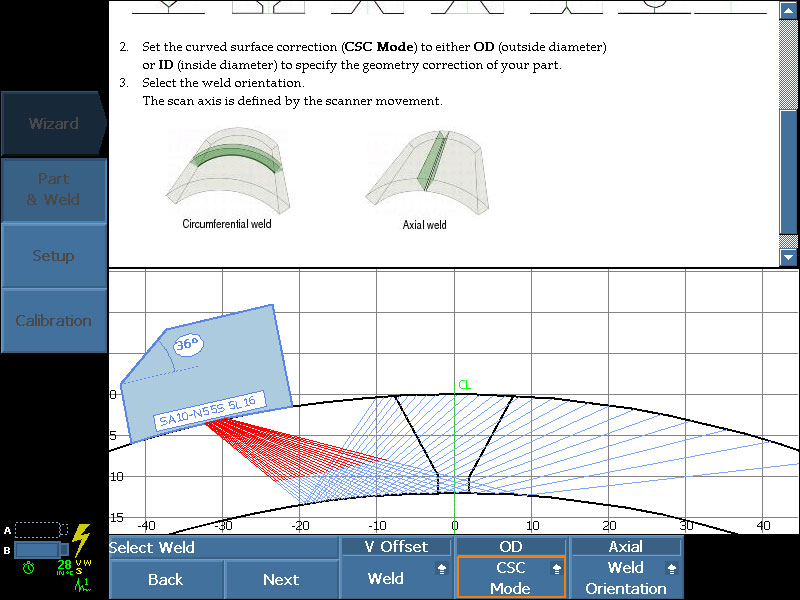 |
| Uso delle procedure guidate della componente e della saldatura del software MXU per definire una componente curva; l'immagine mostra la rappresentazione Ray Tracing |
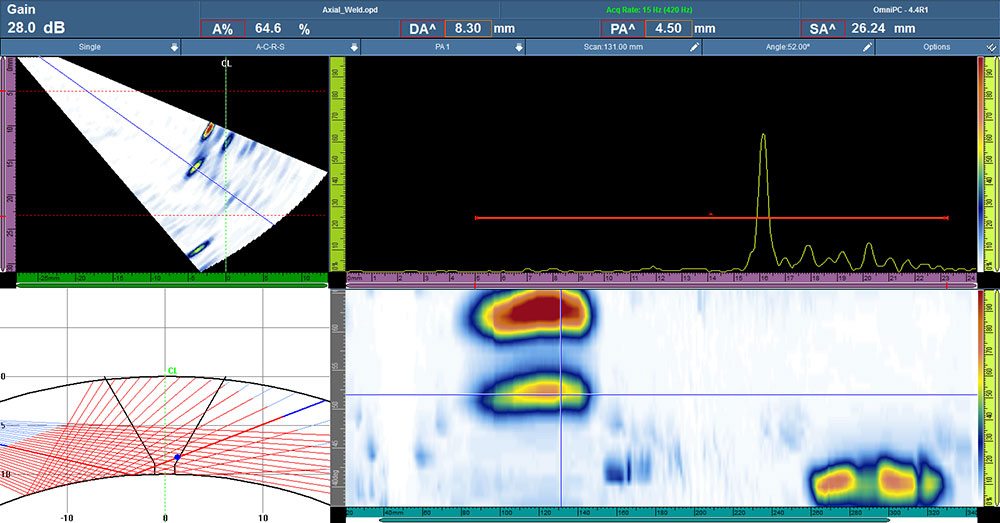 |
| La rappresentazione del layout A-C-R-S e il posizionamento dei difetti dell'R-scan (disponibile anche per le componenti a forma piatta). |
3. Nuove letture
Il software MXU 4.4 offre delle nuove letture che supportano le comuni misure per la valutazione dei difetti. Le misure includono i rapporti dell'aspetto che confrontano le dimensioni di uno specifico difetto a altre misure note. Attualmente questi calcoli vengono realizzati a mano, pertanto questa funzione contribuisce a risparmiare tempo e a migliorare l'efficienza generale dell'ispezione.
- Lunghezza della scansione corretta per la curvatura della componente e la profondità del difetto: S(m-r)CSC
- Le letture del tempo di volo in riferimento alla posizione dei cursori degli ultrasuoni nella componente in microsecondi: (TOF:U(r), TOF:U(m) e TOF:U(m-r))
- Letture del rapporto dell'aspetto ottenute dai calcoli relativi all'altezza del difetto in relazione alla lunghezza dell'indicazione o all'altezza del difetto in relazione allo spessore della componente: rapporto a/l e rapporto a/s
4. Taratura DGS per gli ultrasuoni convenzionali e phased array
La taratura della DGS offre un metodo di misura alternativo alle tecniche DAC e TCG. Questo metodo si avvale di formule matematiche per eseguire la taratura contribuendo a risparmiare tempo e a ottimizzare il processo di taratura. Per operare correttamente le tecniche DAC e TCG richiedono dei blocchi di taratura costosi dello stesso materiale della componente ispezionata. Il blocco di taratura deve possedere diversi riflettori a varie profondità. Con la taratura della DGS il blocco di taratura richiede solo un solo riflettore noto.
La DGS è disponibile per gli ultrasuoni convenzionali e phased array. Nel passato la taratura phased array era limitata agli angoli a 45°, 60° e 70°. Con il software MXU aggiornato tutti gli angoli sono adesso tarati e la curva di riferimento DGS è disponibile su tutti gli angoli.
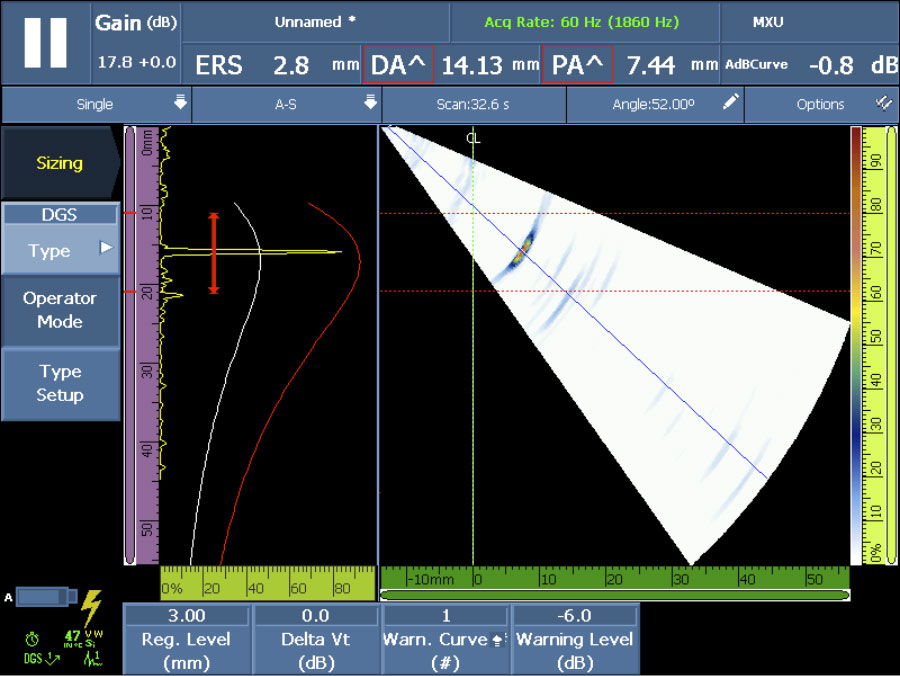 |
| La schermata mostra la DGS e l'elenco dei parametri disponibili per realizzare delle regolazioni in tempo reale successivamente al completamento della procedura guidata della taratura. |
Se si possiede già un rilevatore di difetti OmniScan MX2 o OmniScan SX è possibile effettuare il download del software MXU 4.4.
Nota del redattore: Questa pagina è stata modificata nel marzo 2017 per riflettere gli aggiornamenti del software.
