
Principi di base dei controlli a ultrasuoni sempre applicabili
Per iniziare, è importante ricordarsi che il metodo a focalizzazione totale (TFM - total focusing method) è soggetto alle stesse leggi fisiche che governano i controlli a ultrasuoni convenzionali (UT - ultrasonic testing) e phased array (PA). La focalizzazione elettronica mediante phased array si traduce nei fronti d'onda multipli dei singoli elementi delle sonde in un'area ridotta denominata punto focale. Questa convergenza è possibile solamente nell'ambito del campo vicino della sonda phased array.
La fine del campo vicino corrisponde all'ultimo valore massimo del campo sonoro lungo l'asse di propagazione di un fascio a ultrasuoni non focalizzato. È definito dai parametri della sonda come le dimensioni dell'elemento e la frequenza, oltre alla velocità di propagazione dell'onda sonora nel materiale. Con il PA, il campo vicino è la zona dove può verificarsi la focalizzazione. Al di fuori di questo ambito l'ispezione viene considerata non focalizzata e l'ampiezza e la risoluzione dei fasci verranno influenzate negativamente in rapporto al percorso sonoro come nel caso degli ultrasuoni convenzionali. Con il TFM, si applicano gli stessi limiti di focalizzazione e del campo vicino, implicando una convergenza di comportamento tra PAUT e TFM.
Considerazioni sulle caratteristiche delle sonde e della funzionalità di focalizzazione
La frequenza, le dimensioni degli elementi e il numero di elementi rappresentano alcuni dei fattori che influenzano l'impostazione e la qualità dell'ispezione. Per esempio, visto che la lunghezza del campo vicino è direttamente proporzionale la frequenza della sonda e alle dimensioni dell'apertura, una sonda con una maggiore frequenza e un'apertura attiva più ampia è in grado di garantire una focalizzazione più distante dalla superficie della sonda. In questo modo è possibile assicurare un'area focalizzata più ampia e la produzione di migliori immagini TFM. Al contrario, la risoluzione in prossimità della superficie viene influenzata negativamente.
Affidarsi a test sperimentali per determinare la sonda ottimale per le configurazioni TFM risulta una procedura non pratica a causa delle variabili interessate. Questo evidenzia perché uno strumento di modellazione è essenziale per la configurazione dell'ispezione TFM.
L'importanza degli strumenti di modellazione per la scelta delle sonde per l'ispezione TFM
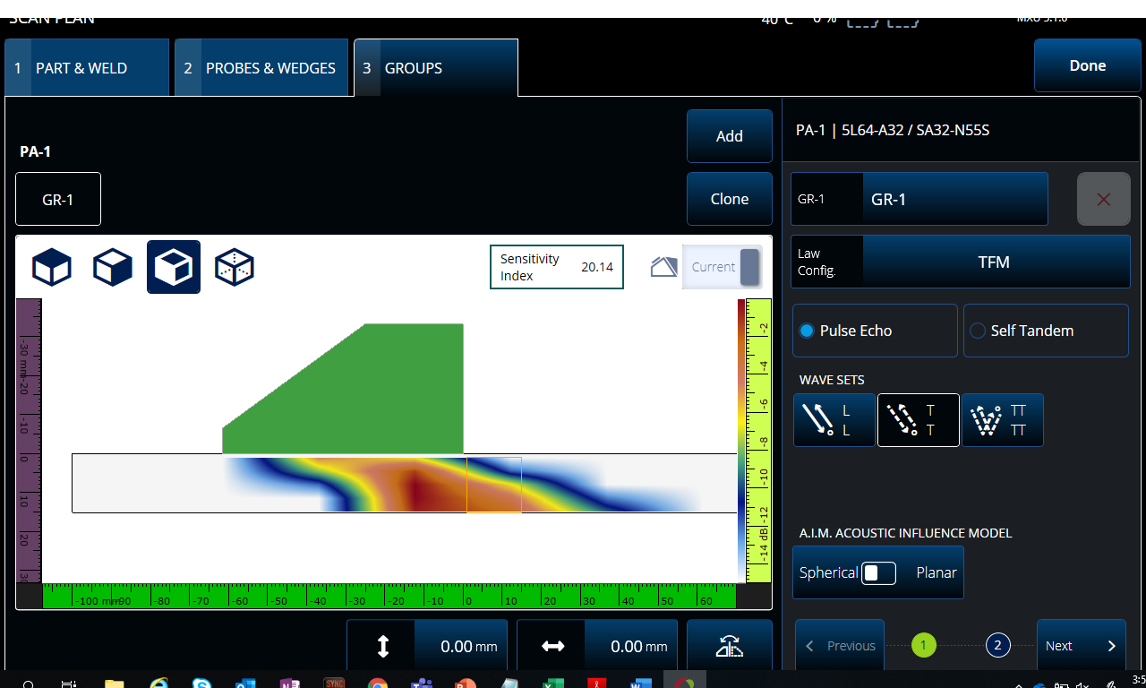
Lo strumento di modellazione di Mappatura dell'influenza acustica (AIM - acoustic influence map) integrato nel rilevatore di difetti OmniScan™ X3 aiuta a prevedere la qualità del segnale TFM risultante. Permette di visualizzare la risposta ultrasonora attesa prodotta da una data combinazione sonda-zoccolo per uno specifico riflettore utilizzando una selezionata serie di onde. In questo modo è possibile effettuare le scelte corrette per la propria configurazione, inclusa l'appropriata combinazione sonda-zoccolo.
Se si pensa all'AIM come una mappatura termica indicante la massima risposta dell'ampiezza, il parametro Indice di sensibilità rappresenta la massima temperatura. Non esiste una soglia limite, tuttavia maggiore è l'intensità e migliore è il risultato. Confrontando l'Indice di sensibilità atteso dell'AIM generato da una determinata serie di parametri (es: sonda selezionata, zoccolo, forma del riflettore, angolo del riflettore, serie d'onde, ecc.) a un altro AIM, si avrà una chiara indicazione della configurazione più efficiente in rapporto alle necessità della propria ispezione.
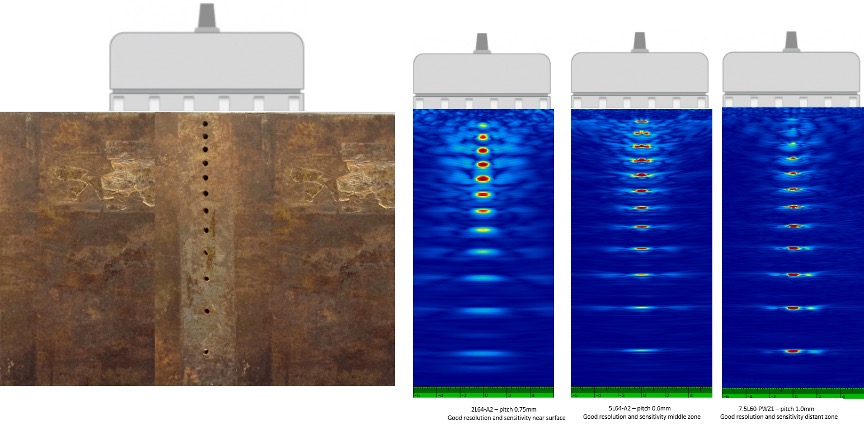
AIM: Un esempio dell'influenza del passo della sonda sulla sensibilità per il TFM
I seguenti screenshot rappresentano simulazioni dell'AIM nelle quali la frequenza della sonda (5 MHz) e altre configurazioni sono le stesse ma le dimensioni degli elementi (passi) sono diverse. In questo esempio, all'aumentare delle dimensioni degli elementi sull'asse attivo, aumenta anche l'Indice di sensibilità.
 |  |
Modello della sonda 5L64-A32: Apertura attiva totale di 32 × 10 mm, passo di 0,5 mm, altezza di 10 mm e serie d'onde impulso-eco TT |
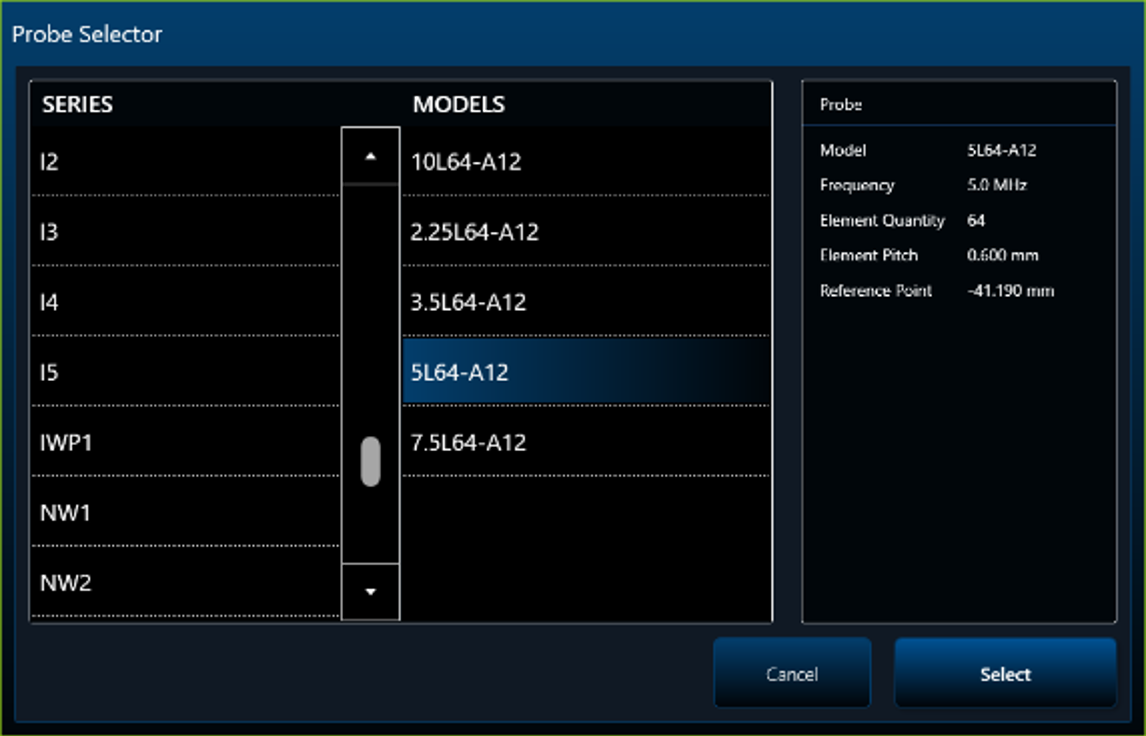 |  |
Modello della sonda 5L64-A12: Apertura attiva totale di 38,4 × 10 mm, passo di 0,60 mm, altezza di 10 mm e serie d'onde impulso-eco TT |
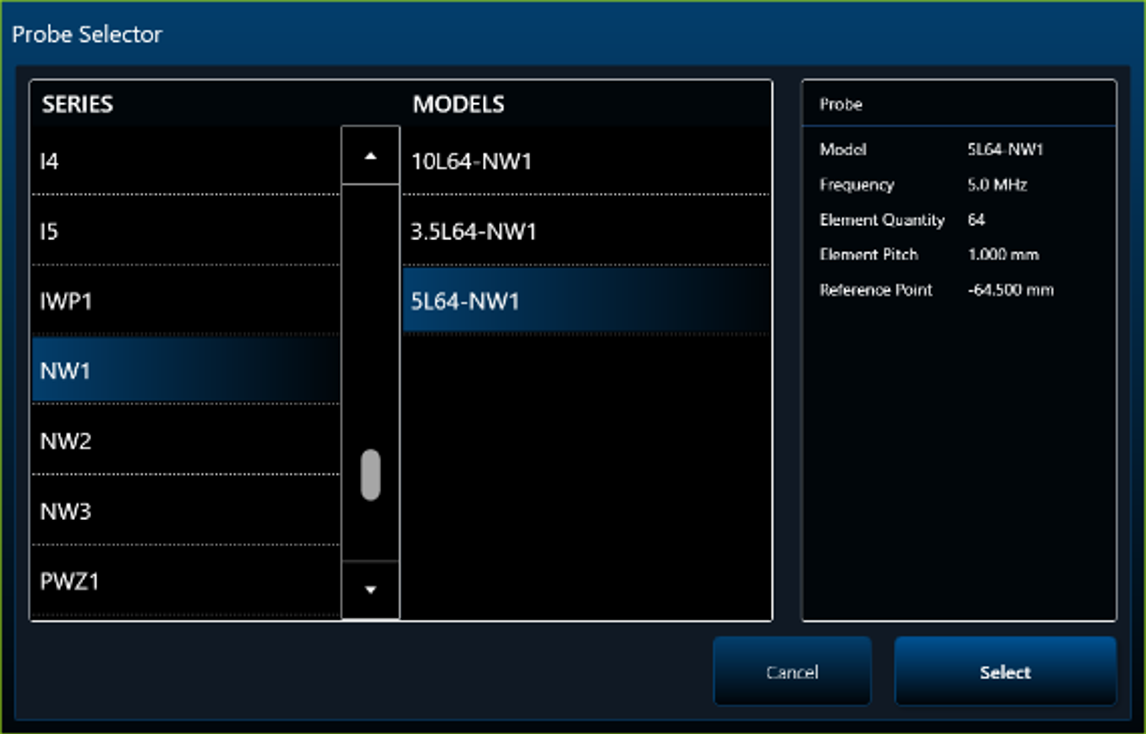 | 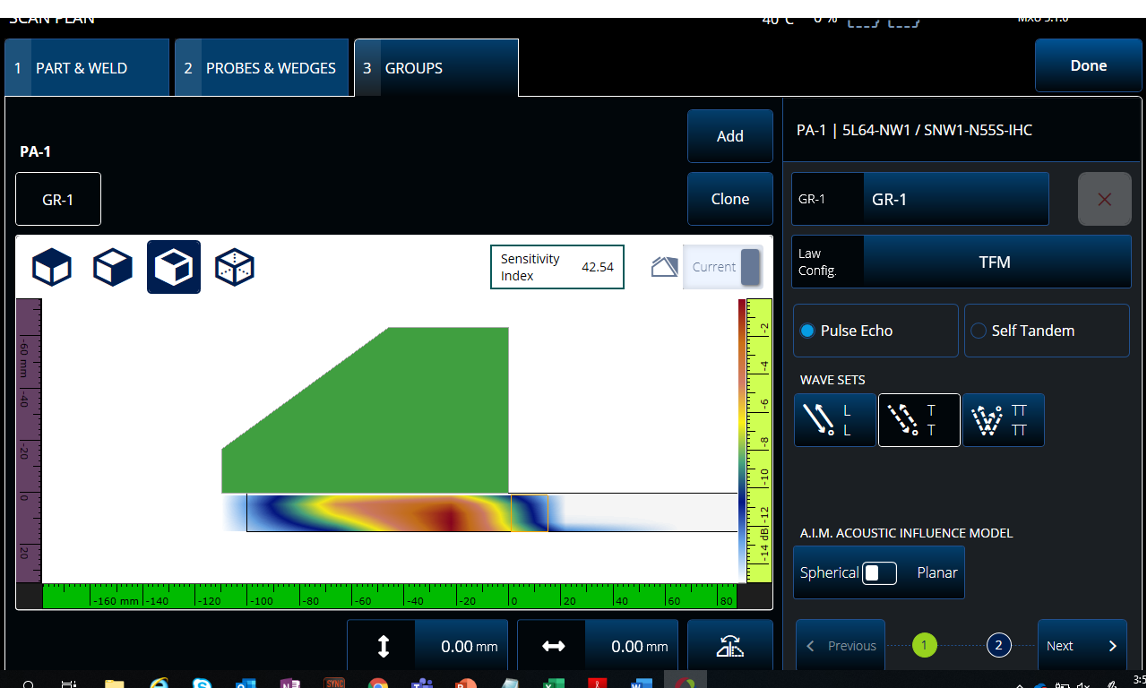 |
Modello della sonda 5L64-NW1: Apertura attiva totale di 64 × 7 mm, passo di 1,00 mm, altezza di 7 mm e serie d'onde impulso-eco TT |
AIM: Un esempio dell'influenza della frequenza della sonda sulla sensibilità e la copertura
La frequenza della sonda ha inoltre un impatto sulla simulazione dell'AIM e fondamentalmente sull'ispezione del TFM: con l'aumentare della frequenza della sonda, si discosta la transizione tra il campo vicino e il campo lontano. Notare che nei seguenti esempi il valore dell'indice di sensibilità è maggiore con la sonda a frequenza più elevata e la colorazione dell'AIM risulta più corrispondente nell'intera distanza di passo (skip), traducendosi in una minore variazione dell'ampiezza (di conseguenza, delle dimensioni delle indicazioni) con l'aumento del percorso sonoro.
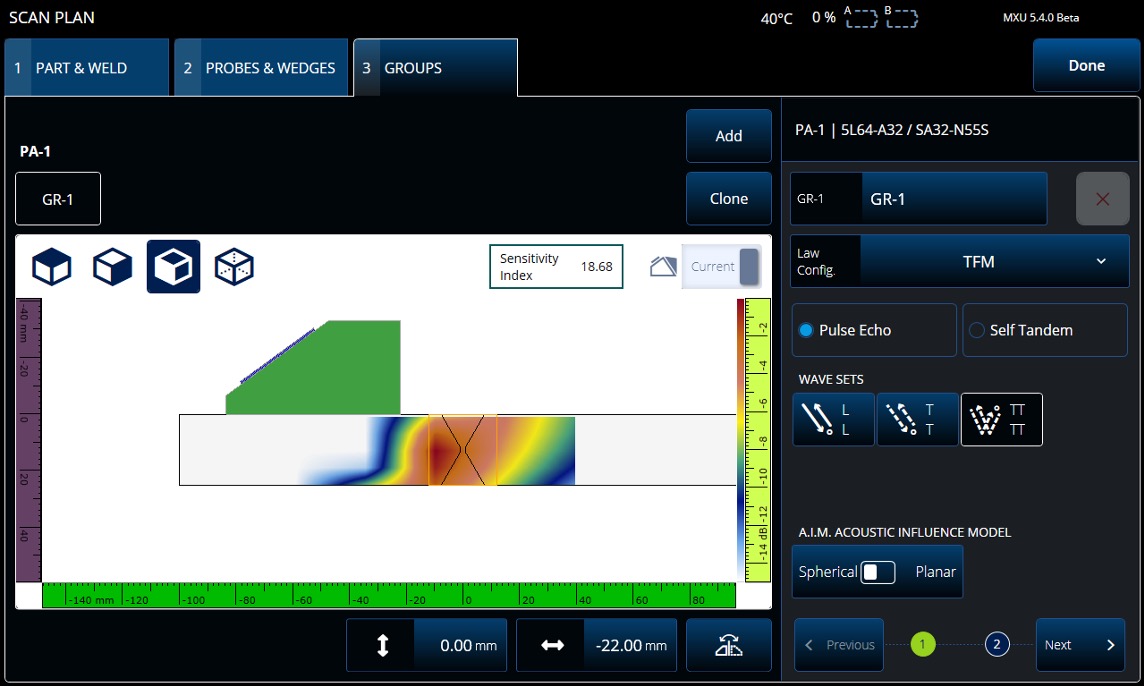
Modello della sonda 5L64-A32: Frequenza di 5 MHz, apertura attiva totale di 32 × 10 mm, passo di 0,5 mm, altezza di 10 mm e serie d'onde TT-TT
Indice di sensibilità: 18,68
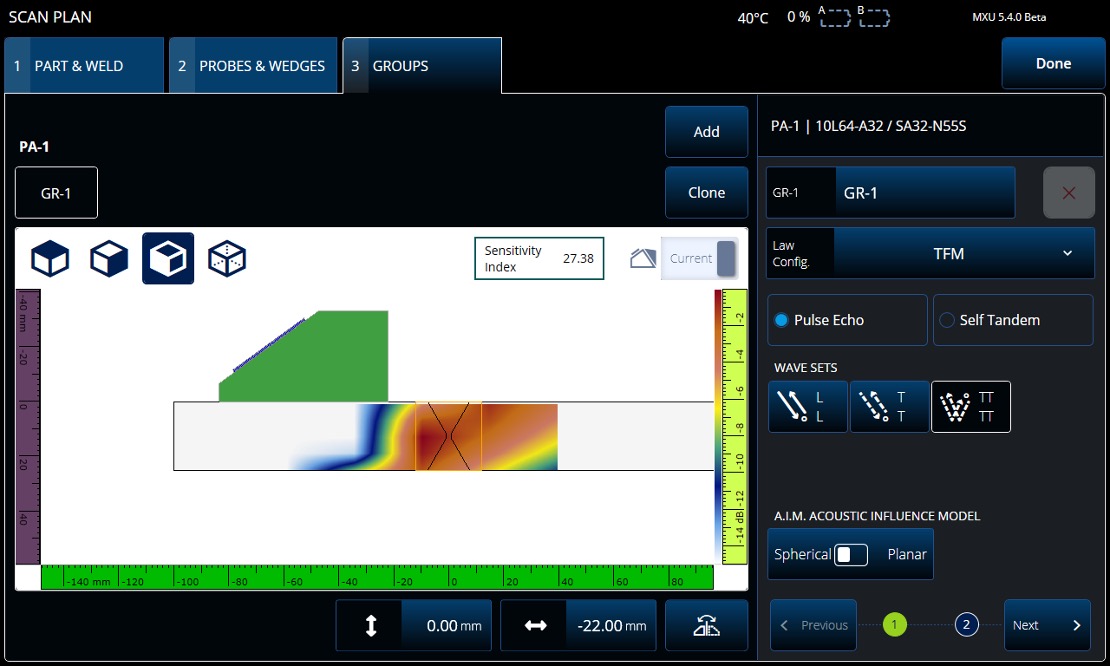
Modello della sonda 10L64-A32: Frequenza di 10 MHz, apertura attiva totale di 32 × 10 mm, passo di 0,5 mm, altezza di 10 mm e serie d'onde TT-TT
Indice di sensibilità: 27,38
Oltre a un pratico strumento di modellazione come l'AIM, un'ottimale procedura di preparazione e un efficiente piano di scansione TFM dovrebbero sempre includere una strategia per le sonde e dei test di fattibilità per assicurare che l'area di interesse sia coperta adeguatamente e la qualità del segnale risulti elevata.
Contenuti correlati
4 punti essenziali per creare una strategia TFM per l'ispezione delle saldature conforme alle norme
Video: Principi di base sull'FMC-TFM
Sempre in contatto
