7.4 铸件
Nel corso dei processi di pressofusione possono comparire numerose discontinuità interne nei metalli ferrosi e non ferrosi. Queste discontinuità includono le cavità, la porosità, le inclusioni e le cricche. Tutte queste condizioni generano delle indicazioni ultrasonore identificabili da un operatore formato mediante un rilevatore di difetti ad ultrasuoni e le sonde appropriate.
La natura granulare delle componenti ottenute da fusione ferrose e non ferrose rappresenta un aspetto di complessità per il rilevamento di difetti ad ultrasuoni a causa delle riflessioni create dai limiti intergranulari dove il rumore di diffusione acustica aumenta con la dimensione della granulosità. Inoltre la superficie irregolare delle componenti pressofuse in sabbia compromette l'accoppiamento acustico e diminuisce l'ampiezza degli echi. Questi fattori determinano la dimensione minima dei difetti che è possibile rilevare durante l'ispezione. Per questa ragione è importante selezionare la sonda e configurare lo strumento con attenzione incluso il filtro passa-banda del ricevitore. Le sonde a doppio elemento con delle frequenze comprese tra 1 MHz e 5 MHz permettono spesso di ottimizzare la risoluzione delle cavità e il rumore di diffusione acustica. La procedura raccomandata permette di ottimizzare la selezione e la configurazione delle sonde mediante dei blocchi di taratura che rappresentano i campioni delle componenti da ispezionare contenenti i difetti noti che sono stati identificati attraverso i controlli non distruttivi, la radiografia e altre tecniche non ultrasonore. Le indicazioni provenienti da questi difetti noti possono quindi essere memorizzati e confrontati con le indicazioni provenienti dai pezzi da ispezionare.
L'esempio riportato di seguito mostra una tipica indicazione di porosità a metà dello spessore, in una componente pressofusa di ghisa spessa 30 mm, rilevata mediante una sonda a doppio elemento da 2,25 MHz. Un'eco appare nella zona del gate e l'ampiezza dell'eco di fondo è ridotta.
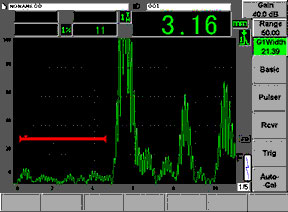 | 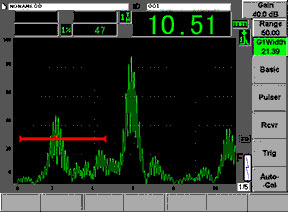 |
| Area integra, solo eco di fondo | Indicazione di porosità nel gate |
Le procedure di controllo delle cricche devono sempre essere sviluppate in rapporto alla forma specifica della componente pressofusa e alla posizione, dimensione e orientazione delle cricche potenziali, utilizzando dei blocchi di taratura appropriati contenenti difetti noti o indotti artificialmente. Le sonde a fasci dritti sono utilizzate quando la cricca è parallela alla superficie della sonda e le sonde a fasci angolari sono utilizzate quando la cricca è perpendicolare o inclinata in rapporto alla superficie di accoppiamento.
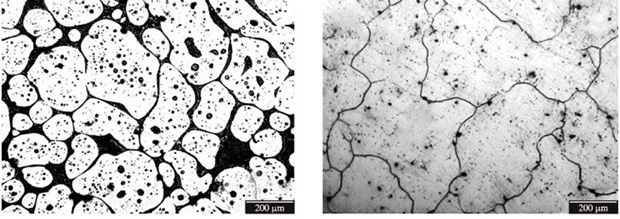
Un'altra comune applicazione di controllo nel settore delle pressofusioni è la misura della nodularità (distribuzione della grafite) nella ghisa. La microstruttura della grafite nella ghisa ha degli effetti importanti sulle proprietà meccaniche delle componenti pressofuse. Esiste une relazione prevedibile tra la nodularità e la velocità di propagazione. Inoltre è possibile misurare la velocità con dei rilevatori di difetti e delle misure di spessore.
È possibile ottenere maggior informazioni sulle ispezioni ad ultrasuoni delle componenti pressofuse in questa nota applicativa.