7.2 轴、锻件及螺栓
Le aste e i bulloni hanno in comune la forma cilindrica allungata che rappresenta una forma ottimale per l'ispezione ad ultrasuoni. Visto che le cricche sono in genere perpendicolari alle estremità, l'ispezione viene in genere effettuata con delle sonde a fasci dritti. Nel caso di aste lunghe l'ispezione si effettua partendo dalle due estremità. In entrambi i casi la procedura tipica consiste nell'identificare l'eco proveniente dal lato più distante e di rilevare gli echi posizionati davanti a questo picco quando la sonda viene spostata sulla componente da ispezionare.
Nel caso dell'ispezione del bullone l'operatore deve annotare gli echi provenienti dalla filettatura del pezzo da ispezionare e rilevare le indicazioni della cricca in questo contesto. Notare che la superficie del bullone deve essere sufficientemente piatta per consentire un ottimale accoppiamento acustico. Quindi potrebbe non essere possibile ispezionare i bulloni con un'estremità arrotondata o esagonale. L'ispezione di perni di staffe per ponti rappresenta un'applicazione simile. È in genere possibile ispezionare gli effetti da sforzo da taglio mediante una sonda a fasci dritti. L'esempio riportato di seguito illustra il rilevamento di un intaglio di ridotte dimensioni che rappresenta una cricca originata nella filettatura di un bullone di 212 mm. Questa cricca è stata rilevata da una sonda di contatto da 10 MHz. La forma d'onda a sinistra mostra l'eco di fondo di un bullone senza difetti mentre la forma d'onda a destra mostra l'indicazione di un intaglio di riferimento nel pezzo caratterizzato dalla presenza di cricche.

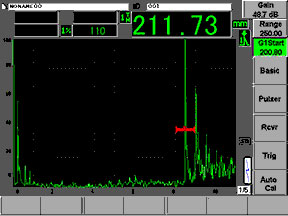 | 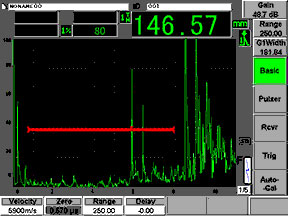 |
| Bullone integro, gate nell'eco di fondo | Indicazione dall'intaglio di riferimento |
Mentre l'ispezione di aste lisce, anche se di lunghezza considerevole, è una procedura in genere di semplice esecuzione, l'ispezione di aste a diametro variabile richiede delle attente valutazioni. Gli inserti e le variazioni decrescenti di diametro creano degli echi prevedibili nelle posizioni della schermata corrispondenti alla loro distanza. Inoltre alcune volte saranno presenti degli echi supplementari di conversione della modalità causati dalla divergenza del fascio e dai salti sui lati del pezzo da ispezionare. L'operatore deve annotare la posizione di tutte queste indicazioni fisse ed in seguito deve ricercare gli echi localizzati in questo contesto. Inoltre deve conoscere le zone morte non raggiunte dal fascio ultrasonoro a causa di quella che può essere definita "ombra" delle variazioni di diametro. In genere l'ispezione del pezzo da entrambe le estremità permette di eliminare questo problema. Nei casi con presenza di diametri scalari vengono utilizzati degli zoccoli a onde longitudinali con angolo ridotto per orientare il fascio su un punto preciso come ad esempio un angolo potenzialmente soggetto a cricche.
Possono essere ispezionate componenti forgiate di tutte le dimensioni ricercando difetti interni come cavità di ritiro in tubazioni, cricche laminari e rotture. L'ispezione viene in genere eseguita mediante sonde a fascio dritto spesso partendo da due direzioni differenti per permettere di trovare delle discontinuità parallele e perpendicolari alla superficie del pezzo da ispezionare. Le cricche superficiali sono facilmente rilevabili mediante le ispezioni Eddy Current, una tecnica complementare all'ispezione mediante ultrasuoni.