5.1 垂直声束检测(板材、棒材、锻件、铸件等)
L'ispezione con una sonda dritta viene in genere utilizzato per rilevare cricche o delaminazioni, parallele alla superficie di un pezzo da ispezionare, cavità e porosità. In questo tipo di ispezione è possibile usare delle sonde di contatto, a linea di ritardo, a doppio elemento o ad immersione. Tutte queste sonde generano delle onde longitudinali che si trasmettono in linea retta nel pezzo da ispezionare. Tra le comuni applicazioni non possono menzionare l'ispezione di componenti piane, di barre, di componenti fucinate, di componenti pressofuse, di bulloni, di fissaggi a staffa e elementi simili sulle quali le cricche possono formarsi parallele a una superficie accessibile. L'ispezione con sonde dritte è inoltre spesso utilizzata per l'ispezione della fibra di vetro e dei materiali compositi, come trattato nella sezione 7.6.
Come per le altre tecniche di rilevamento di difetti ad ultrasuoni, l'ispezione con sonde a fascio dritto si basa sul principio elementare che l'energia sonora trasmessa in un mezzo continuerà a propagarsi fino a quando verrà dispersa o riflessa da un altro materiale, come l'aria che circonda il lato di fondo del pezzo da ispezionare o l'interruzione creata da una cricca o da una discontinuità simile. In questo tipo di analisi l'operatore posiziona la sonda sul pezzo da ispezionare e identifica l'eco di fondo e le riflessioni fisse provenienti dalle strutture geometriche come scanalature e flange. In seguito all'annotazione della forma caratteristica degli echi derivati da un pezzo integro, l'operatore ricerca gli echi supplementari che appaiono davanti all'eco di fondo, prendendo in considerazione il rumore di dispersione della granulosità, se presente. Un'eco acusticamente significante che precede l'eco di fondo segnala la presenza di una cricca laminare o di una cavità. Un'analisi più approfondita permetterà di determinare la profondità, la dimensione e la forma della struttura che produce la riflessione.
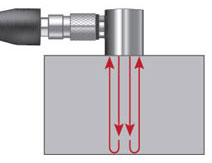
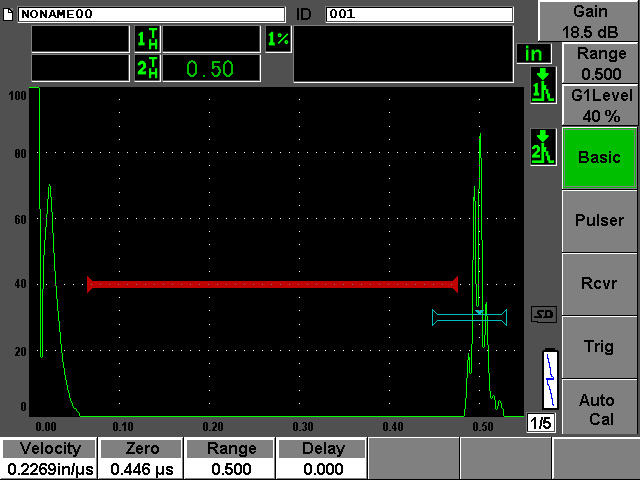
Assenza di difetti
Il suono si trasmette attraverso il materiale e vien riflesso sul fondo del pezzo da ispezionare.
 |  |
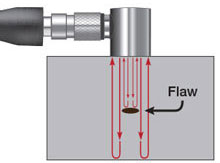
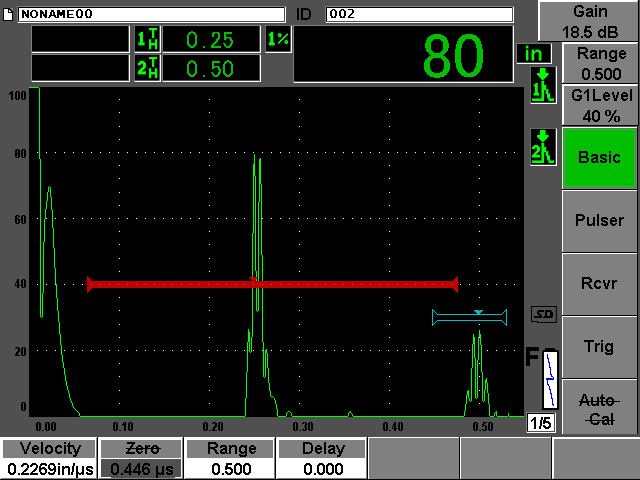
Presenza di difetti
- Una parte del suono si trasmette attraverso tutto il materiale e riflette sul lato di fondo del pezzo da ispezionare mentre un'altra parte viene riflessa sul difetto situato tra la superficie e il lato di fondo del pezzo
- L'ampiezza dell'eco varia in funzione della dimensione del difetto.
 |  |
Nel caso di componenti piane e di barre lisce questa procedura è in genere semplice.
È inoltre possibile usare l'ispezione con una sonda dritta per ispezionare i giunti brasati e altre linee di giunzione orientate parallelamente alla superficie. In questi casi anche un giunto senza difetti genera un'eco in quanto si tratta di materiali differenti. Comunque un'ispezione comparativa mostrerà che l'eco generata da una mancanza di adesione è perfino più ampia. L'ampiezza dell'eco d'interfaccia viene quindi usato come indicatore della condizione del giunto.