Sintesi
Nell'ambito delle valutazioni non distruttive (NDE- nondestructive evaluation) o dei controlli non distruttivi, molte norme permettono agli operatori di sostituire un metodo di ispezione con un altro se vengono soddisfatte alcune esigenze ispettive. Inoltre i metodi di ispezione non basati su norme sono costantemente revisionate per migliorare i processi e ridurre i costi. I metodi a ultrasuoni sono diventati delle diffuse e riconosciute alternative per le ispezioni che in passato adottavano dei metodi radiografici.
Introduzione
Quella radiografica e ultrasonora rappresentano delle tecniche NDT complementari. Entrambe possono ispezionare volumetricamente delle saldature e delle componenti per difetti come cricche, fusioni incomplete, porosità, ecc. La scelta di una rispetto all'altra spesso dipende dalle decisioni relative ai processi esterni o da piccole differenze nella capacità di rilevamento per una specifica ispezione. Tuttavia gli ultrasuoni hanno assunto importanza come alternativa alla radiografia, in pratica e in relazione alle norme delle principali organizzazioni come l'ASME (American Society of Mechanical Engineers) e API (American Petroleum Institute). Sebbene la maggior parte delle norme non contemplano il metodo a ultrasuoni, quello a ultrasuoni phased array (PA), in particolare, è diventato il metodo alternativo più diffuso nelle procedure di ispezione. Il metodo PA è inoltre spesso combinato con quello della diffrazione del tempo di volo (TOFD - time-of-flight diffraction) quando gli operatori utilizzano delle unità di acquisizione e degli scanner che possono funzionare con entrambi i metodi simultaneamente. Nel passato i processi di ispezione basati sulle norme in genere facevano riferimento a "code cases" (eccezioni facoltative alle norme) o appendici. Tuttavia, in seguito a un loro crescente utilizzo e accettazione nell'ambito industriale, i processi di ispezione a ultrasuoni sono stati integrati direttamente alla parte principale delle norme principali, per esempio ASME Sec. V. Art. 4 a partire dall'edizione 2010. L'apparecchiatura a ultrasuoni phased array diventa sempre più portatile, conveniente e facile da usare, rendendo gli ultrasuoni un'alternativa pratica e sicura per la radiografia.
Tipici vantaggi degli ultrasuoni rispetto alla radiografia:
- Alta probabilità di rilevamento (POD - high probability of detection) specialmente per cricche e fusioni incomplete:
- In base alla maggior parte degli studi gli ultrasuoni tendono a rilevare i difetti piani in modo più efficace rispetto alla radiografia.
- Dimensionamento preciso dell'altezza dei difetti e numero inferiore di rifiuti o di riparazioni mediante i criteri di Valutazione critica di ingegneria:
- Gli ultrasuoni permettono la misura dell'altezza dei difetti, la quale consente una stima volumetrica della gravità del difetto, invece di considerare solo il tipo e la lunghezza del difetto.
- Gli ultrasuoni non emettono radiazioni, non implicano rischi e non necessitano autorizzazioni o personale supplementare.
- Non richiedono aree delimitate. Non è necessario interrompere il lavoro in prossimità delle ispezioni a ultrasuoni.
- Non generano prodotti chimici o di scarto, contrariamente alla radiografia che utilizza pellicole.
- L'ispezione a ultrasuoni in tempo reale può permettere una valutazione istantanea della saldatura e fornire velocemente delle informazioni importanti al saldatore.
- I report di configurazione e ispezione sono in formato elettronico, contrariamente alla radiografia che utilizza le pellicole.
Esempi di norme nelle quali gli ultrasuoni sostituiscono la radiografia
- ASME Code Case 2235
- ASME Code Case 179
- ASME Code Case 168
- ASME Code Case N-659
- ASME Code N-713
- API 620/650 App. U
- ASME Sec. V Mandatory Appendixes
Tipica apparecchiatura a ultrasuoni e esigenze di ispezione
- Unità di acquisizione con completa capacità di gestione dei dati A-scan grezzi e di acquisizione della posizione mediante encoder (per esempio un rilevatore di difetti OmniScan® flaw detector o uno strumento FOCUS PX™).
- Un piano e una procedura di scansione che documentino la strategia di ispezione e i parametri essenziali (per esempio, i parametri che sono configurati mediante il software NDT SetupBuilder.
- Uno scanner industriale, con encoder di posizione, in grado ripetutamente di scansionare una saldatura o una componente, in modo semi-automatico e automatico:
- La scelta dello scanner è basata sul numero di saldature, sul diametro della tubazione e su altre variabili delle applicazioni:
- Dati acquisibili:
- L'analisi viene eseguita direttamente sull'unità di acquisizione o in post-analisi mediante un software come OmniPC™, TomoView™ o FocusPC PC.
- Performance dimostrata dell'apparecchiatura, della procedura, dell'operatore e del processo di ispezione.
- Criteri di accettazione alternativi, se necessario.
- Sonde, zoccoli, apparecchiatura per l'accoppiante e altri accessori.
- Formazione e certificazione adeguati per il personale.
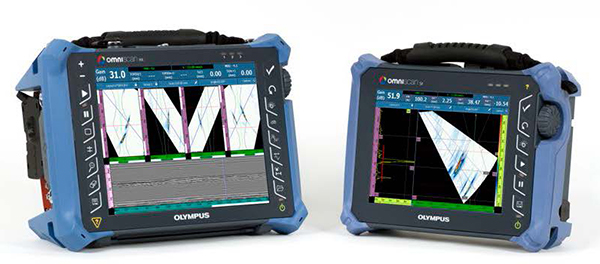
I rilevatori di difetti OmniScan MX2 (capacità multi-gruppo) [a sinistra] e OmniScan SX (gruppo singolo).
 |  |
Scanner WeldROVER completamente automatico ( sinistra) e scanner HSMT-Compact semi-automatico con un rilevatore di difetti OmniScan MX.
Conclusione
Sostituire la radiografia con gli ultrasuoni è diventato un orientamento consolidato nell'ambito industriale e una pratica riconosciuta dalle norme. La facilità d'uso e la convenienza dell'apparecchiatura phased array portatile, oltre all'utilizzo dei software associati, hanno accelerato l'uso degli ultrasuoni. Tra i motivi di questo orientamento protratto nel tempo è possibile citare il risparmio in termini di costo e tempo, il miglioramento della sicurezza per gli operatori o per le persone in prossimità e l'uso di criteri di accettazione alternativi. L'uso crescente degli ultrasuoni ha portato a una diminuzione del numero di componenti rifiutate e di riparazioni.