
スイッチカバー
アプリケーション
「走る・曲がる・止まる」は自動車に求められる重要な基本性能ですが、ダッシュボードやシート、ドアトリムなど自動車の内装品の表面に施すシボは快適性や満足感といったドライバーの感性的な価値に直結し、車を購入する際にもその質感や手触りは重要な選定のポイントとなります。
ドアスイッチカバーのシボもその一つで、素材・質感・色のバランスなどがボタンの周囲を囲むドアトリムのそれといかに調和させるかが車の価値を左右する一因となります。このように、見た目で違いを確認する感性評価も大変重要である一方で、生産者にとっては感性評価だけでは評価者によるばらつきが生じるためその違いを何らかの方法で定量評価する必要性も高まってきています。
オリンパスのソリューション
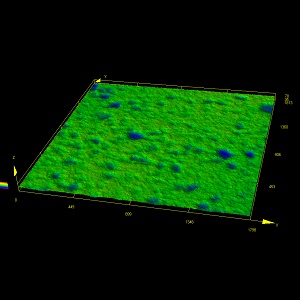
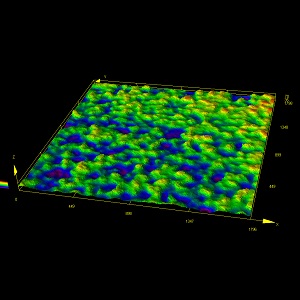
オリンパスの3D測定レーザー顕微鏡LEXTは、高分解能かつ高精度な三次元データを取得します。これにより、3D表示はシボの凹凸形状を視覚的に確認することができます。また形状評価を定量化する一つの方法として粗さの計測という方法もあります。LEXTはレーザー光源を使用した光学系なので、サンプル表面をスタイラスでなぞる接触式粗さ計とは異なり、シボ表面に傷をつけることなく非接触、かつ面のデータが取得できるので、1ラインの線粗さ評価に比べさらに多くの情報量が得られデータの信頼性が高まります。例えば二つのサンプルA,Bを面粗さのパラメーターで比較してみると、凹凸の大きさを評価する代表的な高さのパラメーターSaの平均値はBの方が大きくAよりも表面の凹凸が大きいことがわかります。その他レーザー顕微鏡で取得できる特徴的な高さのパラメーターとしてSdrがあります。これは特に表面積の増加率を表すもので、1ラインを評価する線粗さではできない面粗さならではの評価パラメーターです。Sdrの値が大きいほど表面の凹凸の大きさが大きいことを表すのでSaと同様、AよりもBもほうが凹凸が大きいことを示しています。このように定量的な評価の観点からは面粗さパラメーターに着目することが有効です。
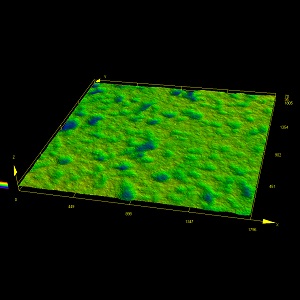
①サンプルA (対物20× 3×3枚貼合わせ 実視野 1800um) | ||
測定箇所1 |
測定箇所2 |
測定箇所3 |

| Sq [µm] | Sa [µm] | Sz [µm] | Sdr [%] | |
| 1 | 3.409 | 2.542 | 27.875 | 29.765 |
| 2 | 4.660 | 3.443 | 36.674 | 36.240 |
| 3 | 4.616 | 3.541 | 37.550 | 35.904 |
| 平均 | 4.228 | 3.175 | 34.033 | 33.970 |
| 標準偏差 | 0.710 | 0.551 | 5.351 | 3.645 |
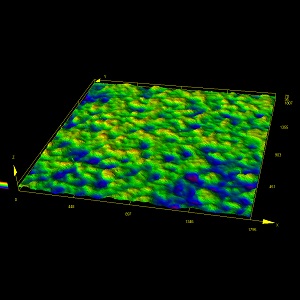
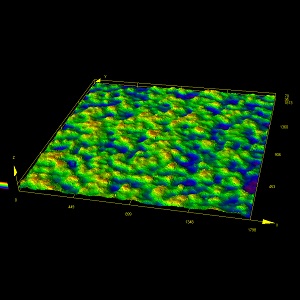
②サンプルB (対物20× 3×3枚貼合わせ 実視野 1800um) | ||
測定箇所1 |
測定箇所2 |
測定箇所3 |
| Sq [µm] | Sa [µm] | Sz [µm] | Sdr [%] | |
| 1 | 8.472 | 6.932 | 51.249 | 51.249 |
| 2 | 9.245 | 7.584 | 57.737 | 68.131 |
| 3 | 9.190 | 7.488 | 63.443 | 65.529 |
| 平均 | 8.969 | 7.335 | 59.533 | 61.636 |
| 標準偏差 | 0.431 | 0.352 | 3.390 | 9.089 |
