
ガンドリル加工とは、既知の外径を持つ硬い棒の中心軸に沿ってドリルで穴を開ける工程です。 それとは逆に、穴をドリル加工してから、外周の肉厚が一定となるよう外側を機械加工する方法もあります。 まれに、ドリルが揺れて肉厚に偏りが発生することがあります。 ガンドリル加工では、ドリル加工される穴の位置をモニタリングし、ずれが発生しないようにすることが重要です。
超音波を使用すれば、円筒の周囲をスキャンするか、円筒周囲のさまざまな位置に超音波探触子を手動で置くことによって、肉厚の偏心を非破壊的に測定することができます。 どちらの方法でも、ガンドリル加工した穴が同心度要件を満たしていることを確認するために必要な肉厚情報が得られます。
ガンドリル加工した金属の肉厚測定に使用される超音波機器
ガンドリル加工の偏心度をモニタリングするための手動測定には、小型超音波厚さ計を使用できます。 最終的にどの測定機器を選択するかは、円筒部分の肉厚と直径により決まります。 一般的に、肉厚測定には超音波厚さ計38DL PLUS™や45MG(一振動子ソフトウェアオプション付き)が適しています。
原則として、接触型探触子のサイズは、円筒部分のサイズに合わせて大きくする必要があります。 ドリル加工された穴の直径が全体の直径と比較して小さい(かつ壁が厚い)事例では、水柱を介してカップリングする焦点式水浸型探触子を使う場合もあります。 変動要素が多数あるため、機器と探触子の組み合わせを選ぶ際には、実際の試料をテストすることをお勧めします。 最も難しいのは、径が大きい部品の非常に小さいドリル穴加工です。
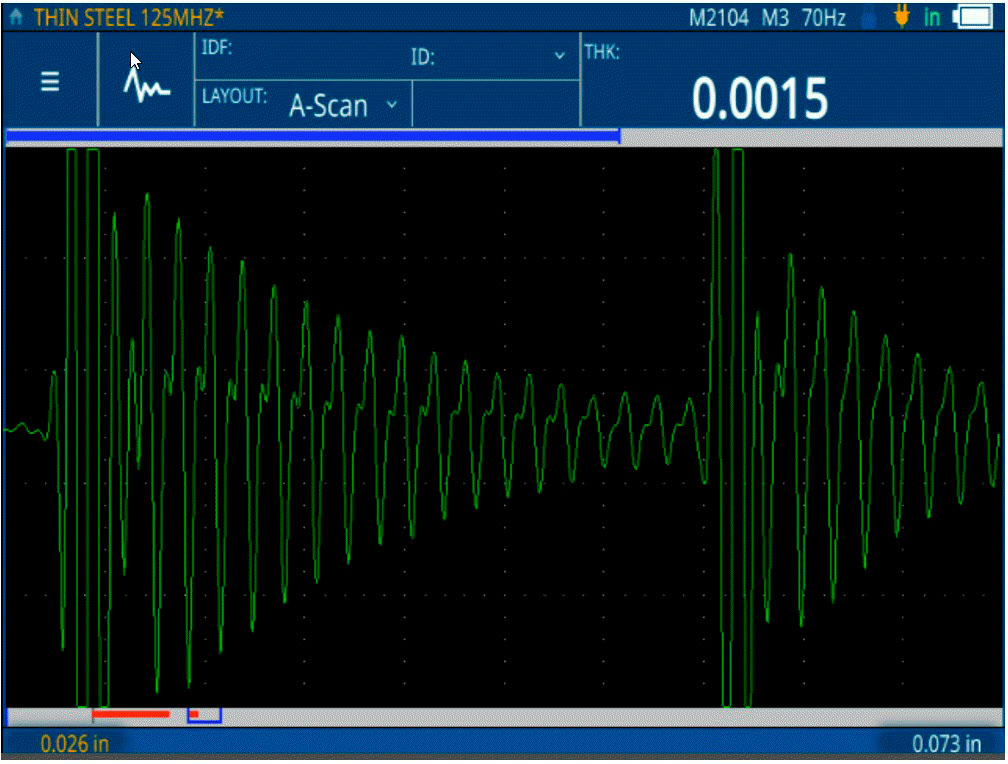
72DL PLUS厚さ計をM2104(125 MHz)探触子とともに使用して、薄い鋼板(0.0015インチ、0.0381 mm)を測定
円筒部分をスキャンすると、測定速度が速くなり、モニタリングできる表面積が増加します。 偏心度のスキャンは、水浸型探触子で行うのが一般的です。 径の小さい円筒は、RBS-1循環式バブラーシステムを使用して偏心度をスキャンできます。 径の大きい円筒には、特殊な固定が必要です。
厚さ0.203 mm(0.008インチ)未満の薄肉には、72DL PLUS™高周波数厚さ計が推奨されます。 高速測定が可能な72DL PLUS厚さ計は、波形更新速度が60 Hz、測定速度は最大2 kHzとなっています。 大型のフルカラータッチスクリーンを備え、さまざまな角度から楽に見ることができます。また、最新の接続性と統合のためのワイヤレスLANとBluetooth®に対応しています。
上の画像は、72DL PLUS厚さ計をM2104(125 MHz)探触子とともに使用して、厚さ0.0015インチ(0.0381 mm)の薄い鋼板を測定した場合の波形例を示しています。


