コンベヤーベルト製造の背景鉱石や鉱石運搬などの過酷な使用に耐える工業用および鉱業サービス用のさまざまな種類のゴム製コンベヤーベルトには、強度を補強するため、織物やスチール製コードの内層が含まれています。コンベヤーベルトの製造業者は、製品が仕様を満たすことを確認するため、ベルト全体で補強層の深さを確認する必要があります。ベルトは徐々に摩耗していくため、設置後も、ユーザーは残っているゴム厚を定期的に確認して交換までの残存耐用年数を推定する必要があります。大型のベルトには高価なものがあるので、残っているゴム厚に関する正確な情報はユーザーにとって貴重です。当社の装置と探触子は、長年にわたってこのような試験に採用され、成功を収めています。 超音波は、補強材の最初の層で反射します。織布で補強されているベルトの場合には、それ以上深いところへはほとんど透過しません。総ベルト厚を測定できるのは、通常、スチールコード間の幅が十分に広く、音響エネルギーが妨げられることなくベルトの反対側まで届く、一部のスチール補強ベルトだけです。しかしながら、ほとんどのユーザーにとって非常に重要なのは、総厚ではなく、最初の補強層上にあるゴムの量です。これは、超音波厚さ測定ではよく実施されている単純なアプリケーションです。 コンベヤーベルトのゴム厚測定に使用する超音波機器通常ゴムの厚さが約12.5 mm(0.5インチ)以下の場合、超音波厚さ計39DL PLUSまたは45MG(一振動子ソフトウェアオプション付き)で測定できます。これ以上ゴムが厚い場合は、上記厚さ計のハイペネトレーションソフトウェアオプションを使用します。厚さ測定は、超音波探傷器EPOCHシリーズのいずれかで行うこともできます。特に、50 mm(2インチ)以上の非常に厚いゴムの場合、EPOCH探傷器の使用をお勧めします。 探触子の選択は、測定するゴム厚の範囲に依存します。ゴムの厚さが約1 mm(0.040インチ)~6.25 mm(0.250インチ)の場合、2.25 MHzの遅延材付き探触子(M207-RB)が一般に推奨されます。ゴムの厚さが約2.5 mm(0.1インチ)~25 mm(1インチ)の場合、2.25 MHzの高浸透接触型探触子(M1036)がよく使用されます。これよりも薄いゴム層や厚いゴム層に使用できる探触子もあります。 減衰材料が関与するあらゆるアプリケーションと同様に、粘性の低い液体よりもジェルカプラントまたはグリセリン(カプラントB)の使用が推奨されます。摩耗の激しい稼働中のベルトの場合は、はがれたゴムなどの破片を表面から取り除いてから測定してください。 コンベヤーベルト肉厚の超音波測定手順M1036探触子を使用して、繊維や布で補強されたベルトの外側のゴム層を測定する、最も一般的な状況では、厚さ計のM1036デフォルト設定から始め、最大ゲインを必要に応じて増加させながら対象となる厚さ範囲を測定します。薄いベルトの測定に必要な場合は、初期ゲインも増加させます。これらの設定のいずれにおいても、ゲインが高すぎるかを判断するために、探触子の結合を外した時に厚さ計が常に誤った読み取り値を表示するようになる時点までゲインを増加させる方法がよく行われます。 |

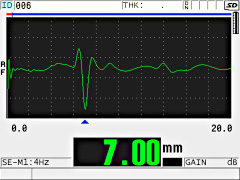
M1036探触子を使用した典型的なコンベヤーベルトの測定
繊維または布補強材の上にある薄いゴム層をM207遅延材付き探触子で測定するには、M207モード2のデフォルト設定を使用し、標準試験片からのエコーに基づいてゲインとブランキングを必要に応じて調整します。
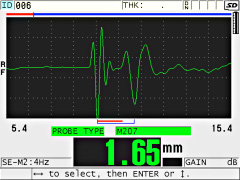
M207探触子を使用した典型的な薄いゴム層の測定
編組スチールコード補強材の深さの測定は、より困難なことがあります。外形が不規則で、反射表面が最適な条件でないためです。参照試料を使用した装置のゲインの慎重な調整が推奨されます。スチールは高インピーダンスであるため、エコー極性はマイナスよりもむしろプラスになることに注意してください。
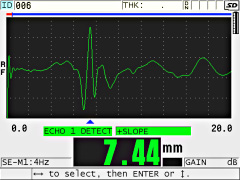
M1036を使用したスチールコードの深さ測定
ゴム化合物内での音速は、通常約1.650 mm/µS(0.0650インチ/µS)となります。Evident Applications Labは、いつでも特定の探触子やベルトタイプにあわせた厚さ計のセットアップを支援できます。



