涡流检测简介
電動機、発電機、継電器、ステレオスピーカーの背後にある基本原理である磁性は、渦流探傷器というNDTツールの重要なカテゴリーの元になる力でもあります。渦流(EC)探傷は、金属部品を非破壊的に検査する方法です。
渦流とは、交流電流がプローブ内の1つ以上のコイルを流れているときに生じる、交番磁界をいいます。プローブを試験体に近付けると、交番磁界が試験体内の渦電流を誘導します。試験体内の不連続部や特性変化によって渦電流の流れが変わります。これをプローブが検知して、材料の肉厚測定や欠陥(亀裂、腐食など)の検出が可能になります。
プローブとデータ処理の技術は年々向上し、現在では、渦流検査は簡単で高精度、かつ高速な検査手法として認知されています。この技術は航空宇宙、自動車、石油化学、発電産業で広く使用され、アルミニウム、ステンレス鋼、銅、チタン、真鍮、Inconel®合金、さらには炭素鋼(表面の欠陥のみ)など材料の表面または表面近傍の欠陥検出が行われています。ここでは、渦流探傷の説明、仕組み、一般的な検査用途と方法について取り上げます。渦流探傷のさらに具体的な詳細は、チュートリアルをご覧ください。
渦流探傷の仕組み
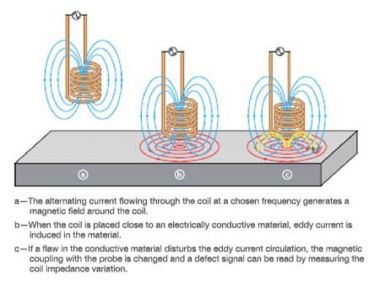
渦流探傷は、電磁誘導の物理的現象に基づいています。渦流プローブ内では、交流電流がワイヤコイルを通り、振動する磁界が生成されます。プローブと磁界を導電性材料(金属片など)に近づけると、渦電流という電子の環状の流れが小川で渦を巻く水のように金属内を流れます。金属内を流れる渦電流から、それ自体の磁界が発生し、相互インダクタンスによりコイルとその磁界との間で相互作用します。
金属肉厚の変化や欠陥(表面近傍の亀裂など)があると、渦電流の振幅とパターンを阻害し、結果として磁界も変動します。これによってコイルの電気インピーダンスが変動し、コイル内の電子の動きに影響します。渦流探傷器でインピーダンスの振幅と位相角の変化がプロットされると、トレーニングを積んだオペレーターであればそれを使って試験体の変化を特定できます。
渦電流の密度は試験体の表面付近が最も高く、検査分解能の最も高い領域となります。渦流密度が表面の値の37%まで減衰する深さが標準浸透深さです。この値は、検査周波数と、試験体の透磁率と導電率から計算できます。試験体の導電率と透磁率のばらつき、コイルを駆動する交流パルスの周波数、コイルの形状といったすべての要素が、感度、分解能、浸透度に影響します。
渦流探傷の能力に影響する可能性がある要素はたくさんあります。導電率値の高い材料内を通る渦流は、表面の欠陥に対する感度が高くなりますが、材料への浸透度は低くなります。浸透度は検査周波数にも左右されます。検査周波数が高くなると、表面近傍の分解能は向上しますが浸透の深さは制限され、検査周波数が低くなると浸透度が増します。コイルが大きいほど、磁界が試験体の奥深くを流れるため、どの位置からもより多くの材料体積を検査できます。一方、コイルが小さいほど、小さい欠陥に対する感度が高くなります。材料の透磁率にばらつきがあると、生成されるバックグラウンドノイズの変動が大きくなるため、欠陥分解能が制限されます。
導電率と透磁率は試験体自体の特性のため、オペレーターがコントロールできる要素ではありませんが、検査周波数、コイルのタイプとサイズは検査要件に合わせて選択できます。ある検査において、分解能はプローブのタイプによって決まり、検出能力は材料と装置の特性の兼ね合いで決まります。検査によっては、最適な結果を得るために複数の周波数を掃引するという手法が用いられます。起こり得るあらゆる欠陥の検出に必要な最高の分解能と浸透度を得るために、複数のプローブを使用する検査もあります。どの場合であっても重要なのは、各用途に合うプローブを選択して、検査性能の最適化を図ることです。
渦流探傷器
従来型の渦流探傷器には単純なアナログメーター表示を使用するものもありますが、現在ではインピーダンスプレーンプロット(コイル抵抗をX軸方向、誘導リアクタンスをY軸方向にとるグラフ)が標準形式になっています。このプロットの変動が試験片の変動に相当します。例えば、下に示すディスプレイは、アルミニウムの表面割れの検査を目的とした設定例です。一番上の曲線は深さ0.04インチの表面割れを表し、中間の曲線は深さ0.02インチの割れ、一番短い曲線は深さ0.008インチの割れにそれぞれ対応しています。水平に描かれた線は、アルミ部品上でプローブのヌル調整(平衡化)を行ったときのリフトオフを表します。プローブを空気中へ持ち上げると、信号は左にまっすぐ移動します。この検査ではペンシル型プローブを使用しました。
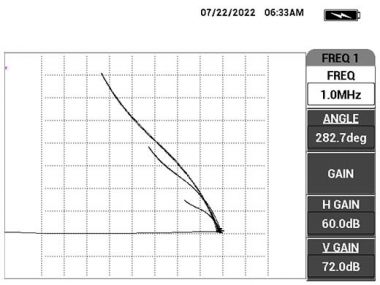
このディスプレイは、探傷器の校正を表していると考えることができます。パラメーターを一度設定したら、検査の実行中は変更しないでください。検査の測定値は、基準となる校正と信号との比較に完全に依存しているからです。
その他の一般的な検査の一つとして、金属に塗布された塗料など、非導電性コーティングの測定があります。下の画面表示は、アルミニウム上の非金属コーディングを示しています。このアプリケーションの場合、プローブを空中でヌル調整(平衡化)してからサンプルに接触させています。一番上のラインは、コーティングされていないアルミニウムの信号を示します。2番目から下のラインは、それぞれ0.004インチ、0.008インチ、0.012インチのコーティング厚に対応します。この画像を作成するには、各信号を離して表示するために、測定ごとに表示位置を変える必要がありました。校正が終了したら材料を測定して、信号が画面を横切る距離を観察します。コーティングが厚すぎたり薄すぎたりする場合に、アラートを使用することもできます。

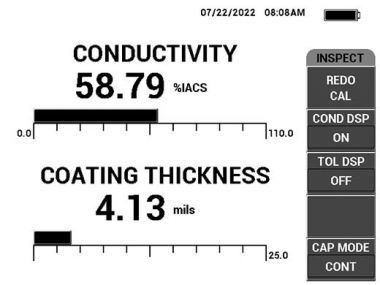
導電性のある材料上の非導電性コーティングの厚みを測定する別な方法として、オリンパスNORTEC™ 600シリーズ探傷器(N600C、N600S、N600Dモデル)の導電率測定機能を使用することができます。この測定は専用の導電率プローブを用いて、上に示した標準的なインピーダンス画面とは異なる画面(下図)を表示します。この測定法は、通常、材料の導電率を測定するために使用されますが、コーティングの厚みを材料表面からのリフトオフ(導電性材料表面からプローブが浮き上がっている距離)と見なして、コーティングの厚さを取得することもできます。この例では、アルミニウム試験片上の0.004インチ厚コーティングが測定されています。
渦流探傷器はさまざまな検査に適用できますが、どの検査に適しているかは使用するプローブによって決まります。プローブを慎重に選択することで検査性能の最適化が図れます。
渦流プローブの一般的な種類
ECTによく使用されるプローブの種類、対象とする欠陥の種類、検査で通常使用される部品は次のとおりです。
表面検査用プローブ:金属表面とその表面下にある欠陥の検出に使用します。より深い浸透や広い領域のスキャンのために、低周波数を使用できるように、通常、直径の大きなプローブが使用されます。
ペンシル型プローブ:先端径が小さいプローブ。表面近傍にある欠陥の高分解能検出に適した高周波数コイルが組み込まれています。
ボルト穴用プローブ:ボルト穴内部の検査用に設計されたプローブ。手動で回転、または回転スキャナーを使用して自動的に回転させることができます。
ドーナツ型プローブ:航空機のファスナーホールを、ファスナーを取り付けたまま検査できるように設計されています。
スライド式プローブ:上記と同様に航空機ファスナーホールの検査に使用されプローブ。ドーナツ型プローブよりもスキャン速度が速くなります。
IDプローブ:熱交換器やそれに類似した金属チューブを内側から検査するために使用するプローブ。内径(ID)プローブには各種サイズが用意されています。
ODプローブ:金属チューブやバーを外側から検査するためのプローブ。試験片がコイルの中を移動するように設計されています。
渦流探傷プローブの種類と使用方法の詳細なリストはこちらをご覧ください。
一般的な用途
渦流探傷は、航空宇宙産業など、薄い金属に対して安全性や品質に関する問題がないかを検査する必要のある、製造・サービス環境などで広く使用されています。渦流探傷は金属シートやチューブの亀裂検出や、特定の金属の厚さ測定にも使用できます。例えば、航空機スキン内部の腐食検出、熱処理の導電率測定と効果のモニタリング、導電基板上の非導電性コーティングの厚さ測定があります。幅広い検査ニーズに合わせて、現場に持ち運べるタイプと固定されたシステム探傷器の両方があります。
渦流探傷NDTでは広い領域を高速で検査でき、カップリング剤を使用する必要がありません。渦流探傷の用途は亀裂検出に加えて、金属の硬さと導電率が重視される場合の検査や、非導電性コーティングの薄い層(金属部品に塗布された塗料など)の測定にも使用できます。その一方で、渦流探傷は電気を通す材料に限定されるので、プラスチックには使用できません。表面の高速検査を得意とする渦流探傷と、深い浸透力のある超音波探傷を組み合わせて、検査法を補い合う使用方法もあります。
よく見られる渦流探傷アプリケーションの一部を以下に挙げます。
溶接部検査:多くの溶接検査では、表面下を超音波NDTで検査し、補足的に溶接キャップや熱影響部(HAZ)の表面割れ検出に渦流探傷法を使用します。
導電率検査:渦流探傷法の導電率を測定する能力を利用して、鉄合金と非鉄合金の区別と分類、熱処理の検証を行います。
表面探傷:渦流検査を用いれば、機械加工部品や金属材料の表面割れを簡単に識別できます。航空機ファスナー周辺部の検査やその他の重要なアプリケーションも、検査対象に含まれます。
腐食検出:薄い金属(アルミニウム製の航空機スキンなど)の内部の腐食検出と測定に渦流探傷器を使用できます。超音波では検査できない、金属の第二層や第三層にある腐食でも、低周波数の渦流プローブを使用すれば位置を特定できます。
ボルト穴検査:ボルト穴用プローブを使用すれば、ボルト穴内部に存在する亀裂を検出できます(多くの場合、自動回転スキャナーを併用します)。
チューブ検査:チューブの製造過程におけるインライン検査のほか、熱交換器などのチューブの現場検査にも、渦流探傷法はよく使用されます。亀裂と肉厚変動のどちらも検出できます。
渦流探傷アプリケーションの詳細なリストは、こちらをご覧ください。
渦流探傷用の標準試験片
探傷器とプローブから構成される渦流探傷システムは、検査開始時に必ず適切な標準試験片を使用して校正する必要があります。このプロセスには、特定の試験体からのベースライン表示の識別と、検査で識別が求められる条件下での変化の観察が含まれます。欠陥検出を行う場合、この校正プロセスでは試験体と材料、形、サイズが同じ標準試験片を使用するのが一般的です。この試験片には、実際の欠陥を模した人工的な欠陥が加工されています(のこぎりの切れ目、ドリル穴、圧延壁など)。厚さ測定の場合、標準試験片は既知の厚さを持つ各種試料になります。オペレーターは標準試験片からの応答を観察し、それらの基準パターンと試験体からの応答を比較して、部材を分類します。適切な標準試験片を用いた正しい校正は、渦流探傷手順には欠かせません。
渦流アレイ
渦流アレイ探傷(ECA)は、同一プローブ内に並列に配置した複数の渦電流コイルを同時に使用できる検査法です。個々のコイルは、検査対象である構造体の位相と振幅に応じて信号を生成します。このデータがエンコード位置や時間の基準となり、平面視の構造を示すC-スキャン画像としてグラフィック表示されます。C-スキャン画像による視覚化に加えて、ECAはより広い領域をシングルパスで、しかも分解能を維持しながら検査できます。固定治具が単純であるほか、複雑な形状を持つ試験体であっても、その輪郭に合わせて作成したカスタムプローブで容易に検査できます。