超声缺陷探测辅导
8.3 AWS D1.1
AWS D1.1
American Welding Society Structural Welding CodeのセクションD1.1では、「D評価」に従って溶接部内の不連続部を分類するための確立した手法について定義しています。「D評価」は以下のように計算されます。
A – B – C = D。ここで、
A = 非連続性欠陥指示レベル(dB)
B = 基準欠陥指示レベル(dB)
C = 材料減衰係数(2x [音波経路長(インチ) – 1インチ])(dB)
その後、不連続部の重大度を分類するため、計算した欠陥指示評価Dを、AWSが示す合否表と比較します。 検査の進行とともにオペレーターはAWSレポートを作成します。このレポートには、上記の変数のほか、探触子情報、不連続部の長さと位置、検査員の評価を記載します。
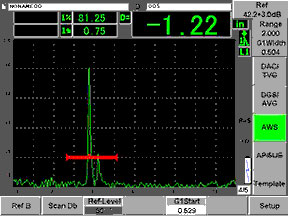
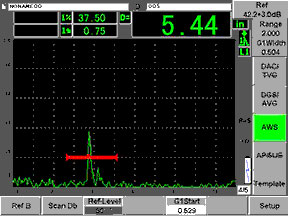
現在の探傷器ソフトウェアでは、このプロセスを簡単にするため、D評価計算がディスプレイに組み込まれ、A、B、C、Dの各値は保存用検査レコードに記録されます。 設定時に、オペレーターは指定された横穴反射源からの基準振幅レベルBを記録します。 検査時に、探傷器は欠陥指示振幅と音波経路長を測定してA値とC値を取得し、D評価を計算します。この値は、反射源からのエコーが設定時に使用した基準エコーよりも小さいか大きいかによって、正または負の値になります。 以下の例で、赤色のゲート内の欠陥指示はD評価が-1.22と+5.44となり、それぞれ相対的に大きい反射源と小さい反射源を示しています。
 |  |
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.