
应用
评估金属材料的点焊接合部位的完整性
背景
点焊是将两片金属,通常为薄片或薄板,通过一系列较小的圆形接头,连接在一起的常用技术。这种焊接技术不仅广泛应用于汽车行业的车体组装和某些底盘接合的过程中,而且还被制造其它类型金属薄片的商家使用。点焊的过程是在将被焊接到一起的两个工件的外侧对电极施压,同时使高强度电流通过施压的部位,被施压部位的金属会瞬间熔化,然后凝固成被称作焊核的圆形接头。
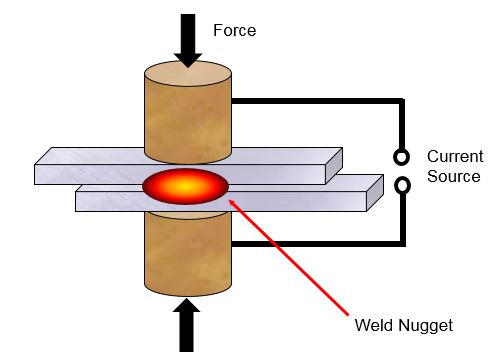
如果焊接完成得不好,则可能出现以下情况:被焊接的两个工件可能没有完全熔合到一起,或者焊核区域可能小于某种牢固接合所要求的尺寸。通过光学检测很少会发现这些问题,而具有破坏性的拉伸检测不仅效果不好,且仅限于少量的样件。但是,使用适当设备和技术的超声点焊检测却可以无损方式快速提供有关点焊质量的有用信息。
设备
我们建议在点焊检测中使用探伤仪,如:EPOCH 650或EPOCH 1000。在点焊检测的过程中,需要将声波耦合到直径一般为3毫米到6毫米的杯状焊接区域中,而且要在高频条件下生成多个底面回波。针对这类检测,奥林巴斯可为用户提供频率范围在10 MHz到20 MHz的各种延迟块探头和封闭式水柱探头。延迟块探头使用一种小型塑料波导装置,将声能从探头晶片耦合到被测样件中。封闭式水柱探头装有一种柔韧的橡胶膜,可使封闭的水柱紧密地贴合在点焊的区域上,从而可优化耦合效果。使用延迟块探头时,延迟块的直径和晶片的直径一般要与额定的熔核直径相匹配,相差尺寸应在几个十分之一毫米之内。使用封闭式水柱探头时,晶片直径一般要与额定的熔核直径相匹配。如果要了解与探头选择有关的更详细信息,请与我们联系。 | 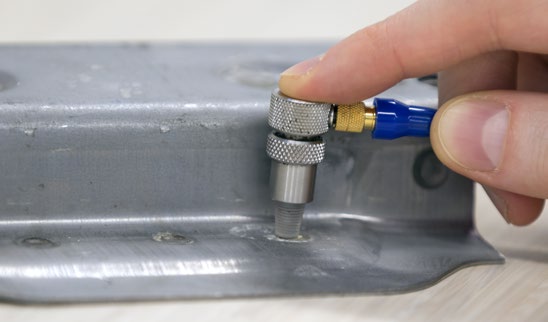 |
操作理论
合格的焊接区域所产生的回波之间的间隔与焊接区域的厚度成正比,而其衰减率(连续回波的波幅逐渐降低的速率)则与声波在焊核内的衰减情况相关。每一种焊接情况都有一种具有代表性的回波图形与之对应:合格焊接、未焊接、焊接区域过小、粘焊。我们鼓励用户使用软件的模板存储选项,将每种焊接情况的各种不同的回波图形存储起来,这样就可以在日后需要时调用这些图形。按一下按钮,就可以方便地将每种回波图形叠放在实时A扫描之上显示,从而方便了比较操作,提高了检测效率。可以存储多个模板,-A-表明目前激活的模板选项。 | 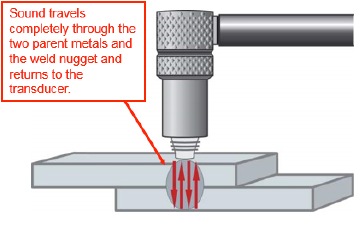 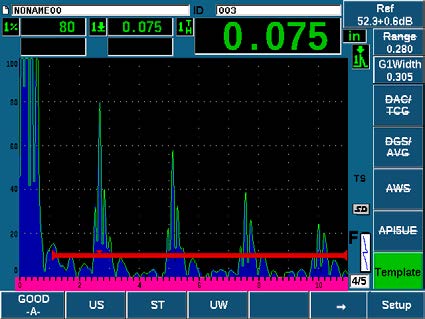 |
如果两片金属之间没有熔合(“无焊接”或“未焊接”情况),则连续回波之间的距离要小得多,而波幅则会更大些。 | 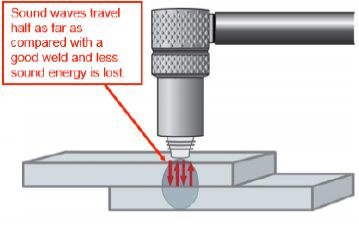 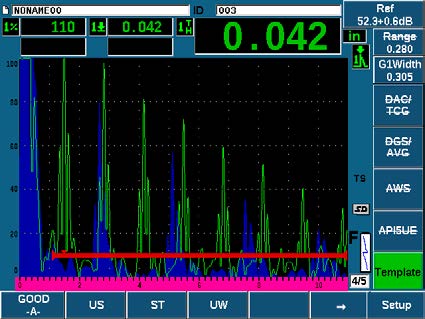 |
在焊接区域过小的情况下,只会有一部分声波从两片金属的总和厚度处反射回来,而另一部分声波从一片金属的厚度处反射回来。在这种焊接生成的图形中,代表单片金属厚度的较小的波峰出现在代表整个焊接厚度的较大的且分隔距离更宽的波峰之间。 | 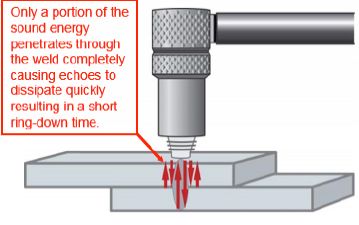 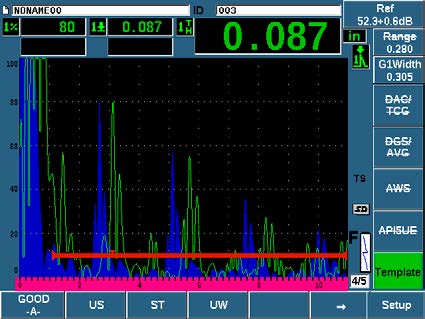 |
最后,在粘焊情况下,两个金属片被熔合在一起,但是因为热量不足,没有充分形成点焊熔核,因此声波衰减率会发生变化,使得出现在屏幕上的较大的波峰伴随着更长的振铃时间。这是因为粘焊不会像完全成形的焊核一样产生晶粒散射效果,而且粘焊区域与充分形成的焊接区域相比,更具传导性。 | 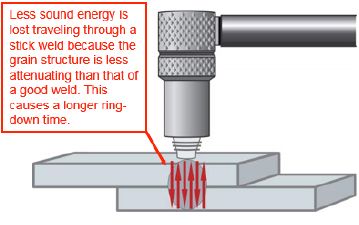  |



