引言
操作人员在对高温工件和组件进行超声相控阵检测时,会遇到某些挑战。典型相控阵探头中的压电晶片和内部连接对热量非常敏感,而且可能会因为高温而受到损坏。为了解决这个问题,奥林巴斯开发了一款新工具,可在温度高达150 °C的情况下进行手动相控阵检测。
挑战
当相控阵探头的温度升高时,其压电晶片和电气连接就可能会受到损坏。我们的测试表明如果温度达到80 °C,一般的相控阵探头就会完全损坏。为了安全使用探头,一定不要使探头的温度超过60 °C。
隔热、散热和冷却性能是设计楔块时要考虑的三个重要因素,目的是要避免过多的热量传输到探头晶片。探头的线缆也应该被保护好,以避免被正在检测的高温组件损坏。
楔块和组件的声速会因温度的不同而发生变化,这种变化可能会影响聚焦法则的计算和声束入射点的位移,从而在定位缺陷指示时会产生定位错误。在定位缺陷时,还必须要考虑到超声信号的衰减和频率的变化。
解决方案
奥林巴斯开发了一系列新型楔块产品,可使用户对高达150 °C的高温部件进行检测。为了确定这些楔块的性能并验证楔块的效率,我们在实验室使用OmniScan MX2探伤仪对这些楔块进行了测试。测试过程中,探伤仪经过配置,完成了从横波40°到70°的扇形扫查,一般在使用相控阵探头完成焊缝检测应用时,进行这种扫查。
楔块由被称为ULTEM™的一种无固定形状的热塑性聚醚酰亚胺树脂材料制造。由于这种材料在接近200 °C的高温时才会转化为玻璃,因此具有耐高温、高强度和高刚度的特点。
两款具有上述特性、可用于高温检测的楔块型号是SA31C-ULT-N55S-IHC和SA32C-ULT-N55S-IHC,现在可供用户订货购买。这些楔块上带有安装孔,可安装奥林巴斯的袖珍轮式(Mini-Wheel)编码器,以进行编码检测。奥林巴斯的其它楔块系列产品相对来说,比较容易使用ULTEM材料,以机加工方式制造。但是,由于楔块的散热性能还取决于其几何形状,因此用户还需适当注意,并咨询奥林巴斯代理商,确认他们的楔块制作要求是否可行。
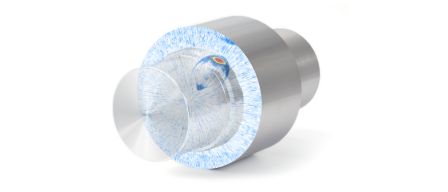
 |
| 安装在ULTEM楔块上的奥林巴斯探头 |
我们在实验室使用加热到150 °C的组件对探头和楔块进行了测试。测试所使用的是OmniScan MX2探伤仪,所完成的检测是分辨率为1度的从横波40°到70°的典型扇形扫查。探头和楔块之间使用甘油耦合,楔块和组件之间使用高温耦合剂耦合。
用于高温检测的各种设备的工件编号及其说明
| U8编码 | 说明 |
| Q7200423 | SA31C-ULT-N55S-IHC:用于角度声束相控阵探头A31的高温楔块,正常扫查,55度横波,从ULTEM材料到钢材料,带有IHC选项(灌溉、孔和硬质合金)。包含5英尺的保护套管(Q7750078)。 |
| Q7200422 | SA32C-ULT-N55S-IHC:用于角度声束相控阵探头A32的高温楔块,正常扫查,55度横波,从ULTEM材料到钢材料,带有IHC选项(灌溉、孔和硬质合金)。包含5英尺的保护套管(Q7750078)。 |
| Q3300178 | 5L32-19.2X10-A31-P-2.5-OM:相控阵探头。 |
| Q3300179 | 5L64-32X10-A32-P-2.5-OM:相控阵探头。 |
| Q3300180 | 5L32-32X10-A32-P-2.5-OM:相控阵探头。 |
| Q7700002 | H-2耦合剂:当根据制造商推荐的程序要求,在很多开放环境的应用中使用时,其温度范围为0 °F(-18 °C)到750 °F(400 °C)。* |
| U8770023 | B2耦合剂:2盎司(.06升)甘油挤压瓶,可在高达200 °F(90 °C)的温度中使用。 |
| Q7750078 | 0.3米(1英尺)的保护套管,用于保护探头和编码器的线缆。 额定直径为0.5英寸,可耐受150 °C的高温。 |
注释:上面所列的自定义PA楔块在设计时,考虑到了特定应用中的不同因素。如果实际的应用设置与预计的应用设置相比,发生了很大的变化,则这些楔块可能不再适合于应用,而用户可能需要对楔块进行重新设计。要了解更多信息,请联系eto@olympus-ossa.com。
在开放环境进行的典型的UT探伤和测厚应用中,使用薄层耦合剂,可使所形成的少量气体很快消散。但是,如果非常担心耦合剂气体会自燃(这种情况不太会发生),则不应该在超过自燃温度时使用这种耦合剂。
结果
我们对不同频率的探头进行了测试,以评价因使用ULTEM材料的楔块而引起的中心频率偏移的情况。在室温下,2.25 MHz探头的中心频率保持不变,但是5 MHz探头的中心频率会降低到4 MHz。中心频率偏差得最多的情况发生在7.5 MHz探头上,其频率会降低为5 MHz。我们由此得出结论,频率超出5 MHz的探头不应该使用ULTEM材料的楔块。在测试中,使用5 MHz的探头在温度为150 °C的表面上进行检测时,其中心频率会出现更多的偏差,下降为3 MHz。
在ULTEM材料的隔热特性被用于保护探头不受热量损伤的同时,散热性能也是延长检测时间的一个重要因素。当环境温度为25 °C时,楔块可以最长在10分钟内保持与温度为150 °C的表面接触。要使探头和楔块冷却,则需要再等待10分钟的时间。10分钟的冷却时间过后,我们没有发现楔块或探头有任何结构上的损坏。
当工件的温度达到150 °C时,只要楔块和工件之间的耦合质量保持正常,超声信号就不会出现明显的衰减现象。用户必须注意确保可靠的耦合效果。5 MHz的探头与ULTEM材料的楔块一起使用时,信号会出现4 dB的衰减,一般来说,这种情况属可以接受的正常变化。
当温度从24 °C增加到150 °C,ULTEM材料楔块的超声声速会从2470 m/s下降到2270 m/s,而钢中的横波声速会从3240 m/s下降到3103 m/s。因此,在使用基于室温条件下的材料声速计算的聚焦法则时,如果工件的温度上升到150 °C,我们会观察到声束入射点会有一点儿移动,折射角度也会有几度偏差。即使这些移动和偏差非常微小,为了在高温条件下,根据检测定性的要求,更精确地确定缺陷指示的位置,可能还是需要考虑到这些差异。在工作温度下使用已知声速计算聚焦法则,可以避免出现这种误差。为了进一步减小这种由声速变化而引起的潜在误差,奥林巴斯已经定义了在100 °C温度下,ULTEM材料声速为2340 m/s时,为获得某种额定的目标折射角度所需使用的楔块角度。
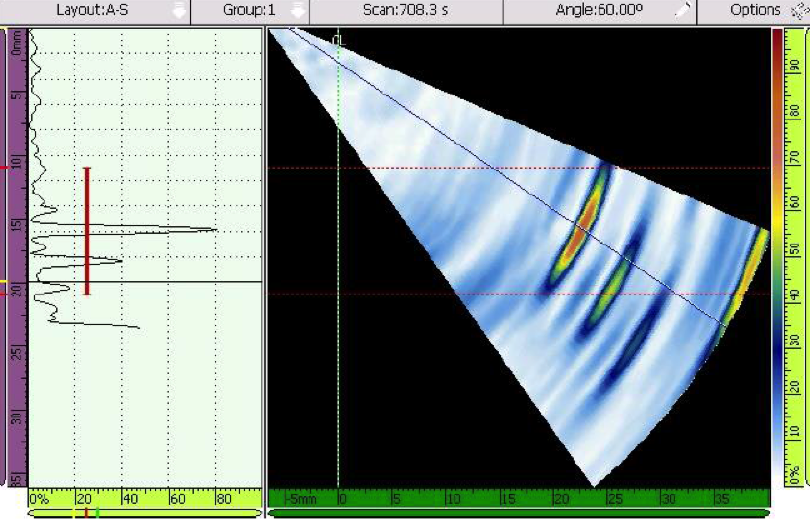 |
| 在室温下,使用45 dB增益在60度横波处探测到缺陷 |
 |
| 在150 °C时,使用49 dB增益和33.6毫米声程,在63度横波处探测到缺陷。 |
重要注释:
为了确保探头和楔块的结构完整性,每次使用设备进行检测时,不应超过10分钟,如果需要再次检测,则必须至少等待设备冷却10分钟以后才可以使用设备。这种工作周期基于最高25 °C的环境温度而设定。如果环境温度超过25 °C,则用户必须根据具体的工作条件谨慎定义适当的工作周期。
结语
用户使用奥林巴斯的高温楔块,可以对温度高达150 °C的组件进行简单、经济的手动编码相控阵检测,只要用户注意以下几点即可:使用频率不超过5 MHz的探头,了解频率会稍微有些下降,会出现微小的信号衰减,且折射角度会稍微有些增加。