引言
电阻焊接(ERW)管材通过对钢制卷材进行持续加工而制成。加工过程包括展开卷材,将钢板输送到轧管机中,然后使用电阻焊接技术将钢板的纵边接合起来。如果钢板接合的纵边没有对齐,则会导致在整个管材制造过程中出现焊缝偏斜的问题。
挑战
要在电阻焊接管材的制造过程中进行焊缝检测,操作人员必须用肉眼跟踪焊缝,以确保探测缺陷的探头与焊缝的中心对齐。这种手动跟踪方式的问题在于需要依赖操作人员的娴熟技能和全神贯注,才能有效地完成检测。
解决方案
在制造过程中,火焰清理工具用于去除源于焊接过程的多余材料。这个操作会使焊缝两侧的壁厚发生变化。使用奥林巴斯电阻焊接在线或离线检测系统的基于相控阵的焊缝剖面显示与跟踪功能,可以监控焊缝剖面的变化。 要使用电阻焊接管材检测系统的这个功能,在检测时需要使用一个曲面相控阵探头,而且探头要具有足够的长度,可以延伸到焊缝两侧的热影响区(HAZ)以外。探头以零度角发射纵波,对目标区域进行扫查,以获得焊缝的侧面视图。 | 电阻焊接管材上的咬边焊缝示例 |
基于渡越时间分析的算法,通过使用火焰清理工艺造成的壁厚差异,推断焊缝的位置。
渡越时间的数据分析表明焊缝出现了咬边缺陷
如果需要,相对于探头中心的火焰清理区域的位置,可用于校正探头的位置。焊缝剖面算法可以测量焊缝在管材长度方向上的任何偏斜,并为用户提供用于调整探头的信息。 相控阵探头被安装在一个电动小车上,电动小车被固定在一个环绕管材周向放置的圆形轨道上,因此探头可以自动跟随着焊缝而移动。同理,几个用于探测缺陷的探头被固定在一个相似的结构中,而且这些探头可以从用于了解焊缝剖面的探头获得位置信息,以自动调整自己的位置。 | QuickView软件的B扫描图像显示了一个咬边焊缝 |
结果
下图显示的是奥林巴斯电阻焊接在线和离线检测系统采集到焊缝跟踪数据的示例。上面4个带状图提供了焊缝检测的信息,下面两个带状图表明所探测的焊缝位置,以及用于跟踪焊缝的壁厚C扫描数据。 | 缺陷通道(上面)和焊缝跟踪显示(下面) |
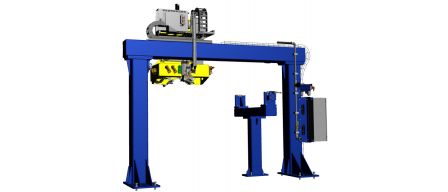
这个被探测到的焊缝位置被实时传送到PLC,然后由伺服电机驱动的、专用于每个探头的机械装置再对探头进行重新定位,从而可以确保探头在管材的整个长度方向上对焊缝和热影响区(HAZ)进行正确的检测。 | 电阻焊接在线检测系统的环形轴用于使探头自动跟踪焊缝。 |
下图表明,相控阵探头被放置在焊缝的中心线上,且壁厚测量的声学结果被记录下来。然后管材被故意偏斜放置,以对自动焊缝跟踪功能进行测试。如图所示,相控阵探头会自动将自己调整到焊缝中线的位置之上。
自动焊缝跟踪
结语/主要优势特性
结果表明,电阻焊接在线或离线检测系统可以采用相控阵技术,使探头自动跟踪焊缝进行检测,从而可以不再依赖操作人员用肉眼对焊缝进行跟踪。消除了这个不定因素,有助于对焊缝完成全面可靠的检测。管材数据文件确保了检测的可追溯性,因为文件中既保存了缺陷信息,又记录了焊缝跟踪数据。
此外,实时获得的数据可使用户看到焊缝的剖面图形和火焰清理区域,并为用户即时提供焊接和火焰清理过程的反馈信息。操作人员可以在管材的焊接过程中对焊缝进行分析,而无需等待将管材切割后再进行分析,这样就在很大程度上减少了报废材料的数量(在火焰清理工具被磨损或损坏时,还是会对管材有所损伤)。