
Powyżej przedstawiono typową kalibrację opóźnienia klina za pomocą wzorca z otworami bocznymi (SDH). Prawdopodobnie zdarzyło Ci się już widzieć podobny obraz, na którym środek otworu SDH jest ustawiony na wysokości 0 m. Ten sposób z pozoru nie budzi wątpliwości, jednak my rozłożymy go na części pierwsze i omówimy podstawowe zasady kalibracji. Wyjaśnię, dlaczego w istocie ta metoda jest nieprawidłowa i niekorzystnie wpływa na dokładność opóźnienia wiązki.
Kalibracja na podstawie wzorca z otworami bocznymi: nie taka prosta
Wzorzec SDH nie bez przyczyny jest dobrym reflektorem ultradźwięków. Niezależnie od kąta wiązki okrągły reflektor odbija sygnał do głowicy. Dlatego promień w bloku referencyjnym typu IIW dobiera się do pomiaru głębokości pod kątem dokładności prędkości itp. Jednak czerwona strefa widoczna na obrazie sektorowym nie odzwierciedla rzeczywistego środka SDH. Ściślej rzecz ujmując, jest to punkt, w którym fala akustyczna trafia w zakrzywioną ścianę SDH.
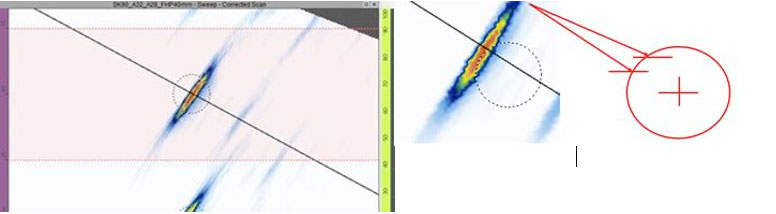
Kalibracja opóźnienia klina widoczna po lewej stronie z pozoru jest poprawna, ale w istocie nieprawidłowo odnosi TOF wiązki do środka SDH, podczas gdy kalkulator korekty w oprogramowaniu WeldSight uwzględnia średnicę SDH (po prawej) i krzywiznę, co pozwala na dokładniejsze kalibrowanie opóźnienia wiązki.
Skorygowane obliczenie SDH zwiększa precyzję kalibracji opóźnienia wiązki
Kalibrator Beam Delay (Opóźnienie wiązki) w oprogramowaniu WeldSight pomaga w ograniczeniu tej niedokładności. Korzysta ze zautomatyzowanego algorytmu korygującego, który uwzględnia średnice otworów bocznych (SDH). Jak już wcześniej wspomniano, wprowadza korekty przy różnych kątach na krzywiźnie, a nie przyjmuje tylko głębokości w środku otworu.
Jak widzimy w poniższym formularzu Beam Delay (Opóźnienie wiązki), tolerancja spełnia wymóg 1 mm, ale wprowadzona jest także średnica otworu SDH (3 mm). Na podstawie tej wartości oprogramowanie oblicza przesunięcie między środkiem SDH a TOF dla przecięcia rzeczywistej wiązki z promieniem. Należy zwrócić uwagę, że strefa tolerancji (zielona strefa u dołu prezentacji danych) odzwierciedla przesunięcie uwzględniające rozmiar SDH, ale nie przekracza tolerancji 1-milimetrowej. Dzięki tej metodzie wartość TOF używana do obliczania opóźnienia wiązki jest jeszcze bardziej precyzyjna niż w typowej metodzie kalibracji za pomocą SDH.
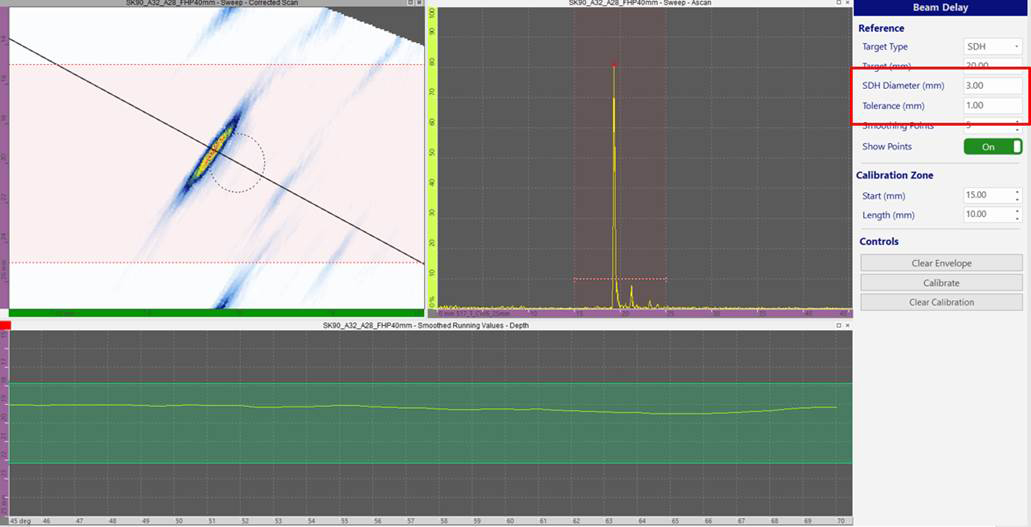
Średnicę otworu SDH (3 mm) wprowadza się do formularza Beam Delay (Opóźnienie wiązki), aby punkt odbicia został obliczony dokładnie, a strefa tolerancji (zielona strefa u dołu prezentacji danych) nadal mieściła się w normie 1 mm
Oprogramowanie WeldSight wykonuje wszystkie obliczenia, zatem pozwala na łatwe zwiększenie dokładności kalibracji opóźnienia klina i wiarygodności wyników.
Powiązane treści
Wideo: Oprogramowanie WeldSight™ dla defektoskopu OmniScan™ X3
Wideo: Olympus na świecie — kalibracja opóźnienia klina w defektoskopie OmniScan™ X3
Wpis na blogu: Dobór głowicy typu Phased Array do inspekcji metodą TFM
