
Porównanie standardowych pomiarów czystości
W czwartej części tej sześcioczęściowej serii wpisów omawiamy sposób obliczania poziomów zanieczyszczeń, w tym definiowanie kodów czystości i wykonywanie testów pod kątem maksymalnych dopuszczalnych wartości. Ustalmy teraz, kiedy zachodzi etap obliczania poziomu zanieczyszczenia w kontekście całego procesu kontroli czystości technicznej:
- Przygotowanie
- Ekstrakcja
- Filtracja
- Suszenie i ważenie
- Inspekcja
- Akwizycja obrazów
- Detekcja cząstek
- Pomiar rozmiaru cząstek i klasyfikacja cząstek
- Ekstrapolacja i normalizacja liczby cząstek
- Obliczenie poziomu zanieczyszczenia
- Zdefiniowanie kodu czystości
- Kontrola maksymalnej dopuszczalności
- Separacja cząstek odblaskowych i nieodblaskowych
- Identyfikacja włókien
- Przegląd wyników
- Utworzenie raportu
Obliczenie poziomu zanieczyszczenia
W przypadku większości norm czystości zamiast rzeczywistej liczby zmierzonych (lub ekstrapolowanych) cząstek wyświetlana jest liczba abstrakcyjna. Następnie dla każdej klasy rozmiarów cząstek sprawdzany jest poziom zanieczyszczenia. Jest to drugi poziom klasyfikacji, ale tym razem cząstki nie są przydzielane do klas na podstawie rozmiaru. Klasy są w tym przypadku definiowane na podstawie liczby cząstek w danej klasie. Dzięki tak zdefiniowanym poziomom zanieczyszczeń można prosto i szybko porównać różne pomiary czystości, nawet jeśli czasem jest to nadmierne uproszczenie.
Norma ISO 16232 definiuje typowe poziomy zanieczyszczeń:
- Poziom 00: Brak cząstek na 1000 cm2 powierzchni
- Poziom 0: Mniej niż 1 cząstka na 1000 cm2 powierzchni
- Poziom 1: Więcej niż 1, ale mniej niż 2 cząstki na 1000 cm2 powierzchni
- Poziom 12: Więcej niż 2000, ale mniej niż 4000 cząstek na 1000 cm2 powierzchni
Takie klasy zanieczyszczeń są definiowane dla większości międzynarodowych norm. Można wyodrębnić maksymalnie 26 poziomów, które będą mierzone dla każdej klasy rozmiarów cząstek. Te poziomy zanieczyszczeń zwykle są podobne dla każdej klasy rozmiarów (np. w przypadku normy ISO 16232) (Ryc. 1), ale można również zdefiniować różne poziomy dla poszczególnych klas (np. w przypadku normy SAE AS4059).
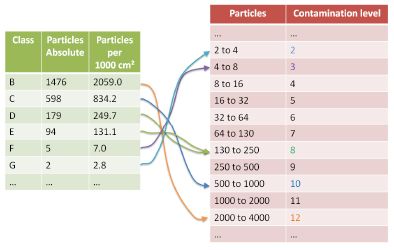
Ryc. 1: Przykładowe poziomy zanieczyszczeń w przypadku normy ISO 16232 (A). Poziomy zanieczyszczeń są oznaczone kolorem czerwonym.
Zdefiniowanie kodu czystości
Niektóre normy ograniczają przedstawienie danych pomiarowych dotyczących produktu do krótkiego opisu. Taki kod czystości zależy od stosowanej normy i składa się ze znaków określających klasy rozmiarów i poziomy zanieczyszczeń wyznaczone dla wykrytych cząstek. Poniżej (Ryc. 2) przedstawiono przykład kodu czystości zgodnego z normą ISO 16232 (A). W celu wyznaczenia kodu wykonywane są następujące kroki:
- Krok 1: Wykrycie i pomiar cząstek
- Krok 2: Normalizacja i klasyfikacja cząstek
- Krok 3: Kontrola poziomu zanieczyszczenia
Należy zwrócić uwagę na to, że ten format kodu czystości dotyczy wyłącznie normy ISO 16232. Inne normy definiują kody czystości w odmienny sposób. Pierwsza litera „A” oznacza normalizację wyniku do powierzchni próbki równej 1000 cm2. Istnieje możliwość połączenia sąsiadujących klas charakteryzujących się tym samym poziomem zanieczyszczenia.

Ryc. 2: Przykład kodu czystości określonego zgodnie z normą ISO 16232 (A). Otrzymany w tym przykładzie kod czystości komponentu (Component Cleanliness Code, CCC) to A (B12/C10/DE8/F3/G2/HIJ00).
Kontrola maksymalnej dopuszczalności
Zasadniczym celem kontroli czystości jest pomiar zanieczyszczeń i przedstawienie wyników zgodnie z wybraną normą. Zatwierdzenie i kontrola maksymalnej wartości to etapy opcjonalne, które nie zawsze są częścią procesu kontroli czystości.
Maksymalna granica jest określana podczas konfiguracji inspekcji. Może to być bezwzględna liczba cząstek lub maksymalny kod czystości. Wartość ta jest sprawdzana podczas kontroli membrany filtracyjnej, a przekroczenie maksymalnej dopuszczalnej wartości jest natychmiast sygnalizowane. W takim momencie operator może całkowicie przerwać proces pomiarowy i zbadać źródło zanieczyszczenia.
W poniższym przykładzie (Ryc. 3), utworzonym przy użyciu oprogramowania do kontroli czystości technicznej OLYMPUS CIX, przedstawiono test wykonywany pod kątem maksymalnej dopuszczalnej wartości podczas skanowania membrany filtracyjnej.
 |  |
Ryc. 3: Na obrazie po lewej stronie przedstawiono stan próbki po 2 minutach skanowania — każdy wynik jest jeszcze prawidłowy („OK”). Na obrazie po prawej stronie przedstawiono wynik skanowania po upływie kolejnych 2 minut. W próbce wykryto teraz zbyt dużo cząstek w klasie rozmiarów B, H i I. Z tego względu ogólny wynik nie jest teraz dopuszczalny („NOK”).
Następnie wykonywana jest separacja cząstek metalicznych i niemetalicznych oraz identyfikacja włókien. Zapoznaj się z wpisem „Identyfikacja cząstek odblaskowych/nieodblaskowych i włókien”, piątą częścią naszej sześcioczęściowej serii „Omówienie procedury kontroli czystości technicznej”.
Powiązane treści
Omówienie procedury kontroli czystości technicznej. Część 1
