
Rosnąca złożoność dostępnych aktualnie na rynku produktów technicznych stwarza konieczność wdrażania nowych poziomów kontroli zanieczyszczeń
Rosnąca złożoność produktów technicznych w branży motoryzacyjnej, lotniczej, maszyn ciężkich i elektrotechnicznej nakłada wymóg zachowywania czystości procesów produkcyjnych i komponentów. Pozostałości zanieczyszczeń na powierzchni urządzeń i części technicznych mogą zmniejszyć niezawodność ich działania i/lub obniżyć ich skuteczność; obecność cząstek podczas procesów produkcyjnych może powodować przestoje w produkcji, prowadzić do skrócenia wymaganych terminów realizacji, a także skutkować marnotrawstwem materiałów i energii oraz zwrotem produktu przez klienta.
Kontrole czystości technicznej są wykonywane na takich produktach jak systemy ABS, wtryskiwacze oleju napędowego, zaciski hamulcowe, układy hydrauliczne, przewody, płytki drukowane, akcesoria połączeniowe i duże elementy maszyn ciężkich.
Proces kontroli czystości
Kontrola czystości technicznej to złożony proces, który obejmuje wiele etapów przygotowania i właściwej kontroli. Poniżej przedstawiono krótki opis tego procesu (poszczególne etapy związane z przygotowaniem i kontrolą zostaną omówione bardziej szczegółowo w kolejnych wpisach).
Przygotowanie
Proces przygotowania części do kontroli składa się z następujących etapów:
- Obmycie części: przygotowanie rozpoczyna się w momencie pobrania próbki części z linii produkcyjnej i obmycia ich przed ekstrakcją.
- Ekstrakcja: cząstki są usuwane z badanych części w szafie ekstrakcyjnej umieszczonej w czystym pomieszczeniu. Cząstki można usunąć poprzez zalanie, obtryskiwanie lub przepłukiwanie części płynem. Części można również włożyć do łaźni ultradźwiękowej.
- Filtracja: płyn uzyskany po ekstrakcji jest filtrowany, a wyodrębnione cząstki są zbierane na filtrze membranowym (siatka filtra może być wykonana z celulozy, poliestru, włókna szklanego lub nylonu).
- Suszenie i ważenie: filtr membranowy jest suszony, co przygotowuje go do dalszej analizy. Wysuszony filtr, ze wszystkimi zanieczyszczeniami, jest następnie ważony na wadze analitycznej.
Kontrola
Proces kontroli składa się z następujących etapów:
- Akwizycja obrazów i przesuwanie stolika: wysuszona membrana filtracyjna jest mocowana na zmotoryzowanym stoliku mikroskopowym, co umożliwia zarejestrowanie obrazów wymaganych do kontroli.
- Detekcja cząstek: obrazy filtra membranowego są oceniane pod kątem obecności cząstek widocznych jako ciemne obszary na jasnym tle.
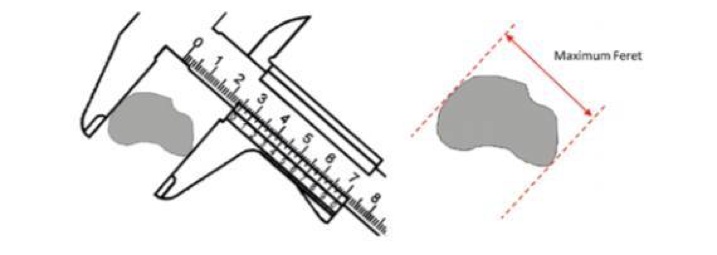
- Pomiar rozmiarów cząstek: mierzone są różne parametry wykrytych cząstek, w tym maksymalna średnica Fereta i średnica koła równoważnego.
 |
- Klasyfikacja rozmiarów cząstek: po wykonaniu pomiarów cząstek są one przydzielane do różnych klas pod względem rozmiaru. Istnieją dwie główne grupy klas rozmiarów cząstek — klasy różnicowe (definiowane przez minimalny i maksymalny rozmiar) i klasy kumulatywne (definiowane wyłącznie przez minimalny rozmiar cząstki).
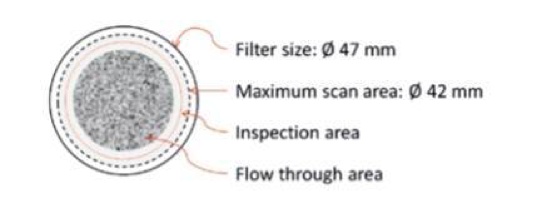
- Ekstrapolacja liczby cząstek: zdefiniowana powierzchnia filtra membranowego jest skanowana pod kątem obecności cząstek. Powierzchnia ta może odpowiadać rozmiarowi filtra (całkowita powierzchnia filtra), może nią również być powierzchnia przepływu (powierzchnia filtra pokryta cząstkami), maksymalna skanowana powierzchnia (maksymalna powierzchnia, która może być skanowana w ramach kontroli) oraz kontrolowana powierzchnia (rzeczywista skanowana powierzchnia zdefiniowana przez użytkownika).
 |
- Normalizacja liczby cząstek: ekstrapolowana liczba cząstek jest normalizowana do wartości porównawczej, co umożliwia porównywanie wielu pomiarów. Przykładowe metody normalizacji to normalizacja na podstawie powierzchni przepłukanej (liczba cząstek jest normalizowana względem powierzchni 1000 cm2), normalizacja na podstawie objętości wypłukanej (liczba cząstek jest normalizowana względem objętości 100 cm3), normalizacja na podstawie przepłukanych części (liczba cząstek jest normalizowana względem pojedynczej badanej części) oraz normalizacja na podstawie przefiltrowanego płynu (liczba cząstek jest normalizowana względem 1 ml lub 100 ml przefiltrowanego płynu).
- Obliczenie poziomu zanieczyszczeń: ten poziom klasyfikacji jest określany nie na podstawie wielkości cząstek, ale na podstawie całkowitej liczby cząstek w zdefiniowanej klasie zanieczyszczeń (klasy są zdefiniowane dla większości norm międzynarodowych).
- Zdefiniowanie kodu czystości: niektóre normy ograniczają przedstawienie danych pomiarowych do krótkiego opisu. Kod czystości jest definiowany przez normę i określa klasę rozmiaru cząstek oraz poziom zanieczyszczeń.
- Kontrola maksymalnej dopuszczalności: kontrola pod kątem maksymalnej dopuszczalnej wartości to etap opcjonalny. Jeśli wymagana jest wartość maksymalna, jest ona określona w konfiguracji inspekcji — może być to bezwzględna liczba cząstek lub maksymalny kod czystości.
- Separacja cząstek odblaskowych i nieodblaskowych: odróżnienie cząstek metalicznych od niemetalicznych polega na określeniu, czy cząstki te odbijają światło, czy też nie (jest to niezwykle istotne, gdyż cząstki metaliczne mogą powodować znacznie większe szkody niż niemetaliczne).
- Identyfikacja włókien: włókna wykryte na filtrze membranowym często pochodzą z innych źródeł (np. ubrania robocze lub szmatki) niż pozostałe cząstki znajdujące się na filtrze. W związku z tym konieczne jest rozpoznanie i przeanalizowanie lub pominięcie włókien, w zależności od normy stosowanej do przeprowadzania badania czystości.
- Przegląd wyników: w ramach tego przeglądu możliwe jest wykonanie następujących czynności: usunięcie elementów nieprawidłowo zidentyfikowanych jako cząstki; rozdzielenie cząstek znajdujących się blisko siebie i nieprawidłowo zidentyfikowanych jako pojedyncza duża cząstka; połączenie segmentów cząstek znajdujących się blisko siebie i nieprawidłowo zidentyfikowanych jako oddzielne cząstki; korekta nieprawidłowych oznaczeń cząstek (tj. metalicznych i niemetalicznych).
- Tworzenie raportu: raport z kontroli czystości technicznej może zawierać opis niektórych parametrów akwizycji cząstek, tabele klasyfikacji cząstek, szczegóły dotyczące pokrycia powierzchni cząstkami oraz obrazy największych cząstek.
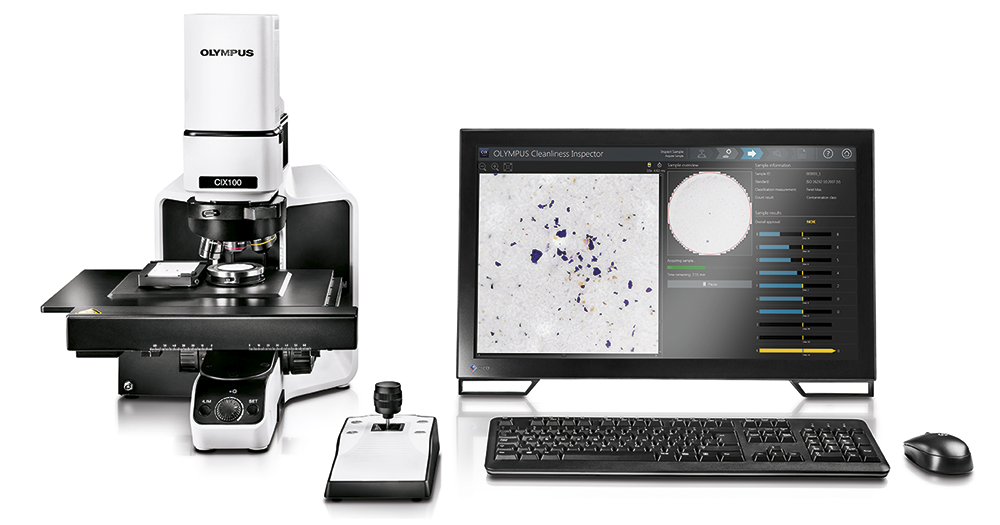
Seria OLYMPUS CIX: zaprojektowana do kontroli czystości technicznej
Kontrola czystości technicznej wiąże się z szeregiem wyzwań, w tym z koniecznością sprawdzania wyników w trakcie kontroli, oglądania cząstek odblaskowych i nieodblaskowych w tym samym czasie, codziennego sprawdzania wielu próbek, korygowania i ponownego obliczania wyników w oparciu o różne normy, a także udostępniania wyników na potrzeby raportów dotyczących zgodności. Zaprojektowana do kontroli czystości technicznej seria OLYMPUS CIX usprawnia wykonywanie tych czynności, zapewniając jednocześnie łatwość obsługi i maksymalny komfort pracy. Znakomite elementy optyczne dostępne w serii OLYMPUS CIX, bezproblemowa integracja elementów sprzętowych i oprogramowania oraz solidna konstrukcja niewymagająca konserwacji gwarantują powtarzalne warunki obrazowania i sprawiają, że kontrola czystości staje się rutynową procedurą.
 |
