
Você confia nas medições do seu microscópio confocal a laser? Autoverificação usando o teste de medição por 9 pontos
A microscopia confocal de varredura a laser (MCVL) tornou-se uma ferramenta de inspeção popular tanto em laboratórios de pesquisa quanto em linhas de produção industrial. Com uma fonte de luz laser de 405 nm, a MCVL combina informações de alta resolução horizontal (XY ~200 nm) e vertical (Z ~10 nm) para criar uma imagem tridimensional (3D) em segundos. A escala de medida da MCVL se sobrepõe à microscopia de luz óptica (MLO), à microscopia eletrônica de varredura (MEV) e à microscopia de força atômica (MFA). Além disso, os requisitos de preparação da amostra são mínimos, e os microscópios podem acomodar amostras com uma grande variedade de formas, incluindo formatos grandes. Nenhum consumível é necessário com a MCVL e a manutenção do sistema é mínima. Todos esses benefícios tornam a MCVL uma ferramenta de inspeção eficaz. A tabela abaixo resume a diferença entre essas quatro técnicas.
Comparando as microscopias confocal de varredura a laser, eletrônica de varredura, de força atômica e de luz óptica
| MCVL | MEV | MFA | MLO | |
|---|---|---|---|---|
| Preparação da amostra | Não | Sim | Sim | Não |
| Imagem 3D | Sim | Não | Sim | Não |
| Consumíveis | Não | Não | Sim | Não |
| Resolução XY | ~100 nm | 10 nm | 0,1 nm | ~300 nm |
| Resolução Z | ~10 nm | NA | 0,1 nm | NA |
| Vácuo | Não | Sim | Não | Não |
| Velocidade de formação de imagem | Rápida | Rápida | Lenta | Rápida |
Por ser uma técnica de metrologia de alta resolução, a MCVL possui alta precisão e repetibilidade por todo o campo de visão. Uma das formas de confirmar a precisão e a repetibilidade do seu sistema é obtendo um certificado de calibração regularmente, em geral uma vez por ano. Normalmente, isso exige a presença de um assistente técnico com certificação A2LA para testar o instrumento usando um padrão de calibração rastreável pelo NIST. Contudo, existe uma maneira fácil de verificar a condição do seu sistema em uma base semanal ou mensal com um simples teste de medição por 9 pontos (Figura 1).

Figura 1. Meça uma característica em 9 pontos no seu campo de visão para ajudar a assegurar medições confiáveis. Os pontos azuis mostram a posição de cada medição.
O método é simples. Primeiro, escolha uma característica facilmente reconhecível ou uma amostra conhecida. Meça a característica em 9 localizações diferentes dentro do seu campo de visão, tal como ilustrado na Figura 1. Registre os dados e realize as medições novamente nas mesmas localizações. Se a distorção esférica do sistema estiver bem calibrada por todo o campo de visão, todos os dados deverão manter-se consistentes e apresentar pouca variação.
Este é um exemplo que usa o nosso microscópio confocal de varredura a laser LEXT™ OLS5000. Nós usamos uma chapa de metal com uma cavidade (Figura 2a), mas recomendamos que você use uma amostra de calibração padrão, se possível. Medimos a profundidade da cavidade na posição mais profunda (Figura 2b). Em seguida, movemos a cavidade para 9 localizações diferentes dentro do campo de visão do microscópio e realizamos a mesma medição em cada localização. A profundidade média foi 6,976 µm, e a diferença entre a profundidade mínima e máxima foi 0,267 µm. O desvio padrão foi de 9,6%, mostrando que o sistema forneceu medições precisas e reproduzíveis.
 (a) | 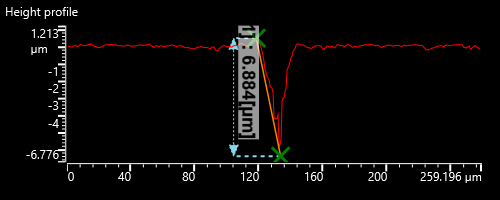 (b) |
Figura 2. (a) A cavidade em uma amostra de aço e (b) um gráfico exibindo a medição entre o ponto mais alto na borda e o ponto mais fundo na cavidade.
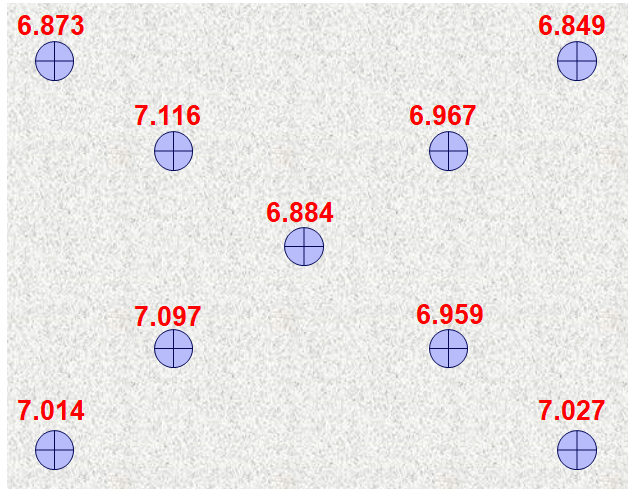
Para demonstrar a importância de usar a óptica correta, nós substituímos a objetiva dedicada LEXT 50X para medições, que é fornecida em conjunto com o microscópio OLS5000, por uma objetiva comum que não é da Olympus. A variação da medição subiu de 0,267 µm para 0,911 µm, e o desvio padrão foi de até 34,7%! Uma variação tão significativa nos resultados da medição da mesma característica demonstra que a objetiva comum gerou dados não confiáveis. Esses resultados seriam inaceitáveis para a maioria dos laboratórios de metrologia e demonstram a importância deste teste rápido para ajudar a garantir o desempenho do seu sistema.
 (a) | 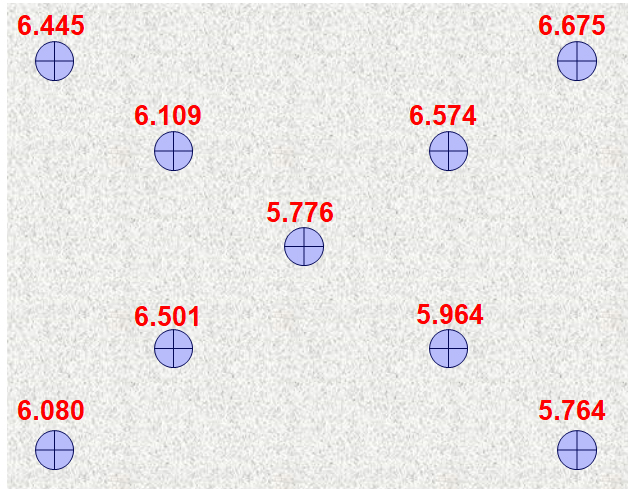 (b) |
Figura 3. Os dados de altura (a) usando uma objetiva dedicada Olympus LEXT e (b) uma objetiva comum de uso geral que não é da Olympus.
Nas aplicações de metrologia para pesquisa e fabricação, a precisão e a repetibilidade das medições são extremamente importantes. Embora seja prudente ter o seu sistema validado por um profissional uma vez por ano, não é possível fazer isso todas as semanas ou todos os meses. Felizmente, a técnica de medição por 9 pontos que demonstramos é uma maneira rápida e fácil de confirmar se o seu sistema ainda está fornecendo informações consistentes. Pode ser útil implementá-la como parte do seu procedimento padrão de autoverificação do sistema, a fim de prevenir variações significativas de dados. Além disso, este teste demonstra também a importância de escolher objetivas com a melhor qualidade possível para usar com o seu microscópio confocal de varredura a laser.
Conteúdo relacionado
Artigo técnico: os princípios básicos dos microscópios de varredura a laser
Medição da altura de saliências microscópicas em um circuito integrado
