
Acima está uma calibração de atraso de calço típica usando um padrão com furos laterais (SDHs). Você provavelmente está familiarizado com imagens como esta, onde o centro do SDH está posicionado a 0 m. Embora isso possa parecer bom e compatível, vamos analisá-lo e examinar os princípios básicos. Vou explicar por que isso é realmente uma prática ruim e como isso degrada a precisão do atraso do feixe.
Calibração de orifício perfurado lateralmente: não é tão simples quanto você pensa
Um SDH é um bom refletor ultrassônico por um motivo específico. Independentemente do ângulo do feixe gerado, o refletor redondo retorna o sinal para a sonda. É por isso que um raio em um bloco de referência do tipo IIW é escolhido para medir a profundidade para velocidade precisa, etc. No entanto, a zona vermelha que vemos na tela de dados setoriais não representa o centro real do SDH. Mais precisamente, é onde o som atinge pela primeira vez a parede curva do SDH.
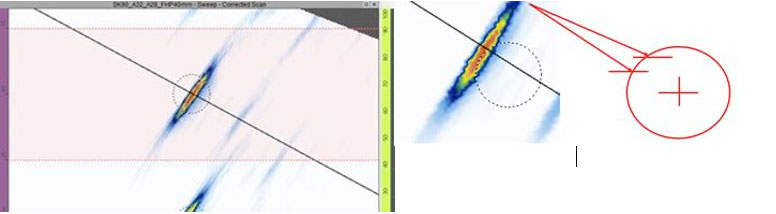
A calibração de atraso de calço à esquerda pode parecer boa, mas está baseia incorretamente o ToF do feixe no centro do SDH, enquanto a calculadora de correção do software WeldSight leva em conta o diâmetro do SDH (direita) e a curvatura, de modo que a calibração do atraso do feixe é mais precisa.
Cálculo SDH corrigido melhora a precisão do atraso do feixe
O calibrador Beam Delay no software WeldSight ajuda a mitigar essa imprecisão. Ele apresenta um algoritmo de correção automatizado para contabilizar os diâmetros dos orifícios perfurados lateralmente. Ele corrige em ângulos diferentes ao longo da curvatura, em vez de usar a profundidade do centro do furo, conforme mencionado anteriormente.
Como você pode ver no formulário Beam Delay abaixo, a tolerância permanece compatível em 1 mm, mas o diâmetro do SDH também está inserido (3 mm). O software usa este valor para calcular o deslocamento entre o centro do SDH e onde o ToF para o feixe real cruza o raio. Observe que a zona de tolerância (a zona verde na exibição de dados inferior) reflete o deslocamento para incluir o tamanho do SDH, mas a tolerância de 1 mm não é excedida. Usar este método significa que o ToF para os cálculos de atraso do feixe é ainda mais preciso do que com o método de calibração SDH típico.
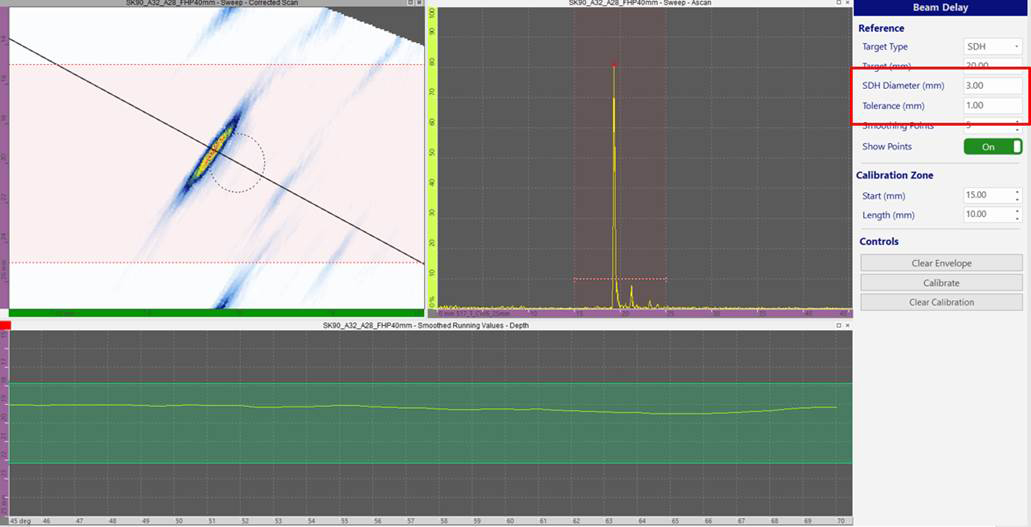
O diâmetro do SDH (3 mm) é inserido no formulário Beam Delay para que a posição de reflexão seja calculada com precisão e a zona de tolerância (a zona verde na exibição de dados inferior) ainda esteja em conformidade com 1 mm padrão
O software WeldSight faz toda a matemática para você, então é uma maneira fácil de melhorar a precisão de sua calibração de atraso de calço e aumentar a confiabilidade de seus resultados.
Conteúdo relacionado
Vídeo: Software WeldSight™ para o detector de defeitos OmniScan™ X3
Vídeo: Olympus em torno da palavra — Calibração de atraso de calço no OmniScan™ X3
Postagem do blog: Qual sonda Phased Array é adequada para sua inspeção de método de enfoque total?
