
Bo Hyun Kim trabalha como professor na Escola de Engenharia Mecânica da Universidade Soongsil, na Coreia do Sul. Ele faz pesquisas na área de tecnologia de microusinagem de ultraprecisão com microscopia digital e microscopia confocal 3D a laser. Conversamos com Bo Hyun para conhecer melhor sua pesquisa e os microscópios usados para a obtenção de resultados significativos.
P. O que é a tecnologia de microusinagem de ultraprecisão?
Bo Hyun: A tecnologia de microusinagem de ultraprecisão é uma técnica de fabricação capaz de produzir características na escala dos micrômetros ou peças com exatidão e rugosidade na escala dos nanômetros. A demanda por tecnologia de microusinagem de ultraprecisão está crescendo rapidamente nas áreas de tecnologia da informação, peças eletrônicas e peças e moldes micromecânicos. O campo de aplicação também está em expansão.
Em resposta a essas demandas tecnológicas, o Laboratório de Engenharia e Fabricação de Precisão (Precision Engineering and Manufacturing Laboratory, PREMA) está conduzindo pesquisas sobre tecnologia de processamento de ultraprecisão, como microfresagem, perfuração e esmerilhamento, bem como usinagem por descarga elétrica (Electric discharge machining, EDM) e usinagem eletroquímica (Electrochemical machining, ECM).
Os campos de pesquisa mais habituais incluem:
- Processamento de ultraprecisão em materiais com alta dureza (cerâmicas, carboneto cimentado, vidro de safira etc.)
- Usinagem por descarga microelétrica (micro-EDM)
- Tecnologia de fabricação de microferramentas
- Tecnologia de processamento híbrido (uma combinação de tecnologias de processamento como corte, esmerilhamento, EDM, ECM e processamento a laser)
P. Você poderia falar sobre alguns dos resultados da sua pesquisa nesse campo e sobre os instrumentos que usou para obtê-los?
Bo Hyun: Observar e medir a superfície usinada pelos mais diversos métodos são operações muito importantes para a minha pesquisa.
A usinagem de precisão pode ser afetada por diversos parâmetros de usinagem. Portanto, precisamos conferir imagens e medir da superfície usinada constantemente para garantir que a usinagem tenha sido executada adequadamente em cada etapa.
Tomemos como exemplo a superfície de um vidro Pyrex usinada no modo maleável.
A primeira imagem abaixo (Figura 1, esquerda) apresenta microssulcos usinados em uma superfície de vidro Pyrex com ferramentas de diamante policristalino (Polycrystalline diamond, PCD). Como o vidro é um material muito quebradiço, é difícil usinar microcaracterísticas no vidro sem trincá-lo. Por exemplo, o sulco vertical na imagem foi usinado com uma profundidade de corte de 1 µm. Mesmo essa profundidade de corte de 1 µm deixou várias trincas na superfície do vidro. No entanto, quando a profundidade de corte foi reduzida para 0,25 µm no sulco horizontal, o vidro foi usinado sem trincas, o que chamamos de corte no modo maleável.
Para aumentar a durabilidade da ferramenta de PCD ou eliminar a causa das trincas que ocorrem frequentemente durante a usinagem, é importante verificar as mudanças na rugosidade e na superfície sob diferentes condições experimentais.
Nesse caso, um microscópio digital e um microscópio confocal a laser são ferramentas eficazes para observar e medir a superfície processada. Usando o microscópio digital DSX1000 e o microscópio confocal 3D a laser LEXT™ OLS5100 da Evident para observar e medir as superfícies, conseguimos melhorar a qualidade da usinagem para criar uma superfície livre de trincas no modo maleável.
Veja os resultados observados com os microscópios:
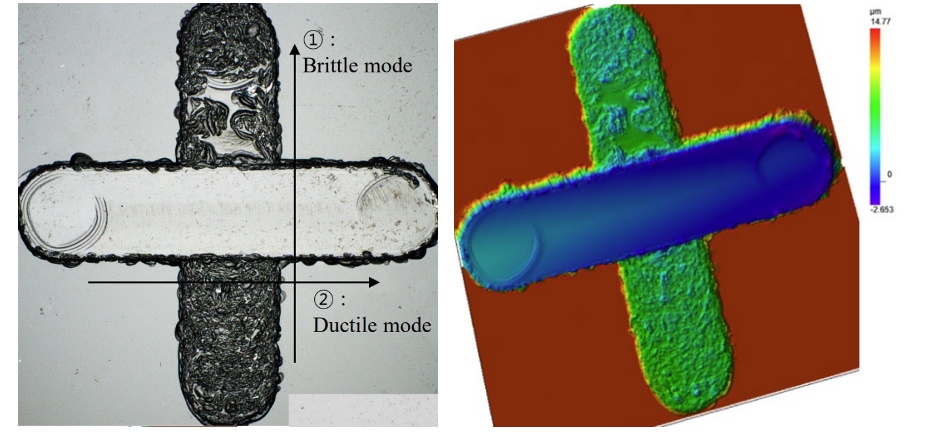
Figura 1. Microssulcos usinados em uma superfície de vidro Pyrex com microferramentas de PCD. Esquerda: imagem de microscópio; direita: perfil da superfície. As imagens foram capturadas e medidas usando o microscópio confocal 3D a laser OLS5100.
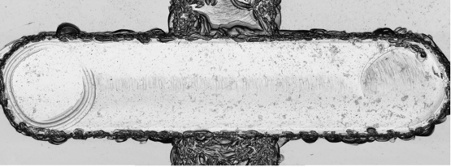
Figura 2. Microssulcos usinados em uma superfície de vidro Pyrex. A imagem ampliada mostra que é possível usinar o vidro Pyrex sem trincas usando a profundidade de corte de 0,25 µm, uma técnica chamada de corte no modo maleável. A imagem e as medidas foram obtidas usando o microscópio confocal 3D a laser OLS5100.
| Velocidade de avanço (µm/s) | Profundidade de corte (µm) | Profundidade total (µm) | |
|---|---|---|---|
| Modo quebradiço | 100 | 1 | 10 |
| Modo maleável | 20 | 0,25 | 14 |
| Condições de esmerilhamento | |
|---|---|
| Ferramenta usada | PCD |
| Tamanho do grão (µm) | 10 |
| Diâmetro da ferramenta (µm) | 150 |
| Capacitância funcional (pF) | 500 |
| Material da peça usinada | Pyrex |
| Velocidade de giro (rpm) | 60.000 |
| Velocidade de avanço (µm/s) | 20–100 |
| Profundidade de corte (µm) | 0.25–1 |
| Profundidade total (µm) | 14 |
- Após produzir uma superfície quebradiça sob a condição (1), o processo de passagem no modo maleável sob a condição (2)
- cria uma superfície livre de trincas enquanto promove uma usinagem mais profunda em relação às trincas no modo quebradiço (diferença de incremento: 4 µm)
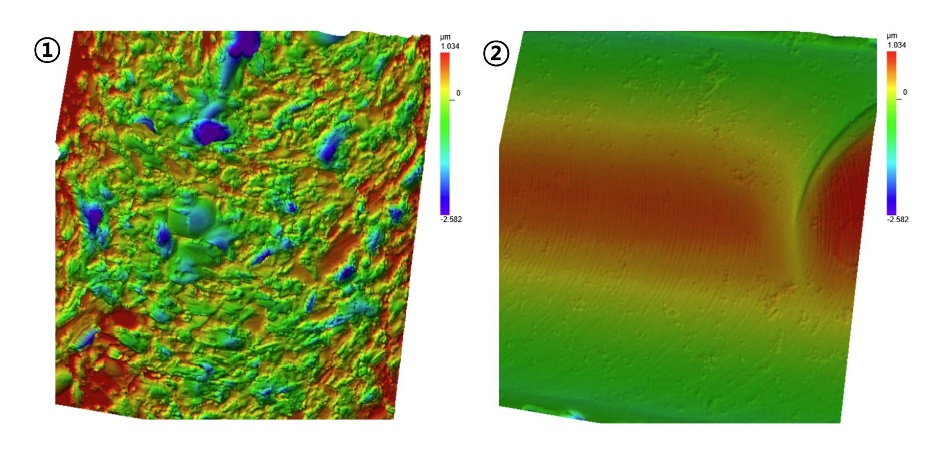
| Velocidade de avanço (FR): µm/s | Profundidade de corte (DOC): µm | Profundidade total: µm | Rugosidade média da superfície (Ra): µm | Altura máxima (Rz): µm | |
|---|---|---|---|---|---|
| 1. Quebradiço | 100 | 1 | 10 | 0,437 | 2,589 |
| 2. Maleável | 20 | 0,25 | 14 | 0,015 | 0,141 |
Figura 3. Comparação da rugosidade da superfície de uma superfície de vidro usinada nos modos quebradiço e maleável. Equipamento utilizado: microscópio de varredura 3D a laser OLS5100.
Ao usar um microscópio digital 3D e um microscópio confocal a laser, é possível melhorar drasticamente a qualidade da usinagem ao comparar os dados de análise de rugosidade e de exatidão de usinagem, e aplicá-los na decisão dos parâmetros de usinagem. Isso é importante, pois uma usinagem de qualidade superior resultará em produtos de melhor qualidade.
O professor Bo Hyun Kim usa um microscópio digital DSX1000 para verificar as mudanças na rugosidade e superfície de superfícies usinadas
P. Quais os seus planos de pesquisa para o futuro?
Bo Hyun: No futuro, o Laboratório de Engenharia e Fabricação de Precisão continuará realizando pesquisas acadêmicas e práticas importantes sobre o processamento de ultraprecisão em diversos campos.
Outras leituras sobre a tecnologia de microusinagem de ultraprecisão
Para saber mais sobre a tecnologia de microusinagem de ultraprecisão, confira estes artigos publicados por Bo Hyun Kim.
- Applied Sciences | Texto completo gratuito (em inglês) | Estudo experimental sobre microesmerilhamento de cerâmicas para microestruturação (mdpi.com)
- Micromachines | Texto completo gratuito (em inglês) | Fabricação de chip microfluídico de silício fundido usando microesmerilhamento (mdpi.com)
Sobre o entrevistado
 | O professor Bo Hyun Kim ensina na Escola de Engenharia Mecânica da Universidade Soongsil, na Coreia do Sul, e é especialista na área de processamento de ultraprecisão de materiais de alta dureza. Ele contribui para a área acadêmica com pesquisa avançada e artigos publicados sobre tecnologias de microprocessamento de ultraprecisão, como usinagem por descarga elétrica, usinagem eletroquímica e usinagem a laser, assim como usinagem mecânica, como corte, fresagem e esmerilhamento. |
Conteúdo relacionado
Medição de rugosidade de superfície: dicas práticas para começar
Cinco vantagens do microscópio digital DSX1000
Microscópio digital DSX1000 é ganhador de um prêmio iF Design Award 2022
