
Até pouco tempo, faltavam informações sobre a cobertura do feixe fornecida pelo método de foco total (TFM) nos instrumentos de teste ultrassônico Phased Array (PAUT). Era praticamente um jogo de adivinhação. Os inspetores presumiram que a cobertura do feixe era uniforme em toda a área alvo. No entanto, como sabemos, presumir não garante resultados precisos.
Conhecer com antecedência o nível de cobertura fornecido por cada modo de propagação e onde a sensibilidade do sinal é melhor e pior oferece aos inspetores uma vantagem considerável. Eles podem ter muito mais certeza da capacidade de cada modo de detectar o tipo de falha que estão procurando. Nos negócios de inspeção, o aumento da segurança é uma grande vantagem.
Região acústica e o método de foco total (TFM)
Embora o método de foco total (TFM) tenha sido usado por décadas na indústria médica e por alguns anos em END, os inspetores que usavam esse método frequentemente eram submetidos a muitas tentativas e erros para obter os resultados adequados. A quantidade impressionante de opções para os modos de propagação (trajetos de imagem ou acústicos) pode deixar o usuário confuso e os resultados da inspeção imprevisíveis.
Com um sistema TFM típico, o usuário pressupõe que a região de influência acústica (ou energia) está distribuída uniformemente por toda a área de destino no plano de varredura. Na realidade, o nível de influência acústica varia dentro da área de varredura do TFM, portanto, algumas falhas podem não ser detectadas com uma relação sinal-ruído adequada (SNR). A influência acústica efetiva é afetada por muitos fatores, incluindo a velocidade no material, a frequência da sonda, a orientação da falha e muitos outros fatores. Mais importante, a influência acústica depende muito do modo de inspeção escolhido.
O desafio de trabalhar com o TFM
Esse método de criação de uma área de trabalho cria falsas expectativas ao usuário.
Por exemplo, no modo TTT, não é possível obter uma sensibilidade acústica alta o suficiente para detectar um refletor no canto superior direito da zona (veja a captura de tela abaixo). No entanto, um operador pode facilmente pressupor que essa seção é coberta pela zona e acreditar que ela esteja no foco.
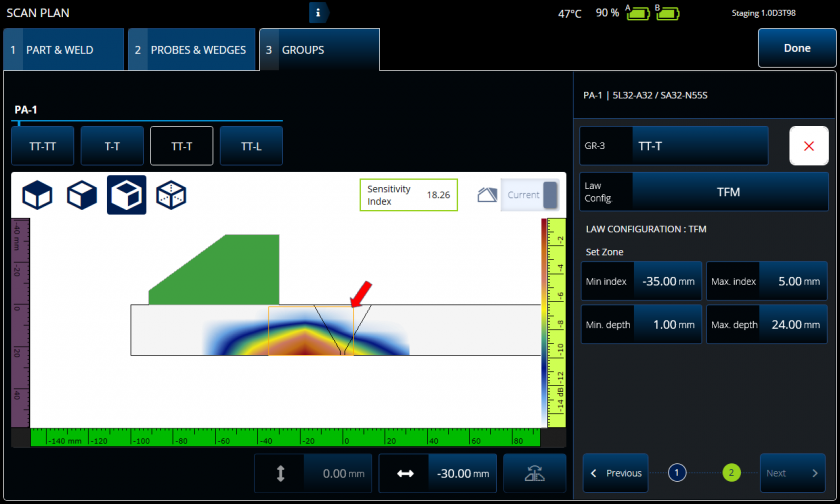
Ferramenta de modelagem AIM - a seta vermelha foi adicionada para destacar a falta de resposta de amplitude no canto superior direito da zona para uma onda TT-T definida por um defeito linear
Aperfeiçoando o mapeamento de influência acústica
O AIM é uma ferramenta de modelagem que orienta o usuário a selecionar o modo adequado à falha. A ferramenta cria um modelo, no detector de defeitos OmniScan X3, que representa um mapa de amplitude na zona delineada. O mapa é codificado por cores:
- As áreas vermelhas indicam que a resposta ultrassônica é muito boa e varia entre 0 dB e –3 dB em relação à amplitude máxima
- As áreas alaranjadas variam entre 3 dB e -6 dB a partir da amplitude máxima
- As áreas amarelas, entre -6 dB e -9 dB
- E assim por diante…
Os inspetores podem escolher entre um refletor onidirecional (volumétrico), como a porosidade, ou um refletor linear a mais, como a trinca. O ajuste para o tipo de defeito atualiza o modelo AIM, mostrando a diferença de amplitude para uma determinada falha usando um determinado modo.

Ferramenta de modelagem AIM - o modelo AIM muda à medida que o valor do ângulo do refletor é ajustado
Esse recurso permite aos inspetores comparar a cobertura de cada modo e garantir que eles consigam uma ótima sensibilidade do sinal para detecção na zona definida. Antes de iniciar a inspeção, os inspetores podem ter certeza de que estão usando o modo apropriado para o tipo de falha que irão inspecionar.
Conteúdo relacionado
Cinco razões para você mudar para o detector de defeitos OmniScan X3
Artigo acadêmico: Mapa de Influência Acústica no método de foco total (TFM)
