6.4 一般检测练习
Padrões de rastreamento
Em qualquer teste ultrassônico, o operador deve mover o transdutor para cobrir todo o volume de material que deve ser inspecionado e também para cobrir o intervalo de orientações necessárias para detectar todas as falhas prováveis. Embora os padrões de varredura devam sempre ser estabelecidos com relação a requisitos de teste específicos, um padrão comum é:
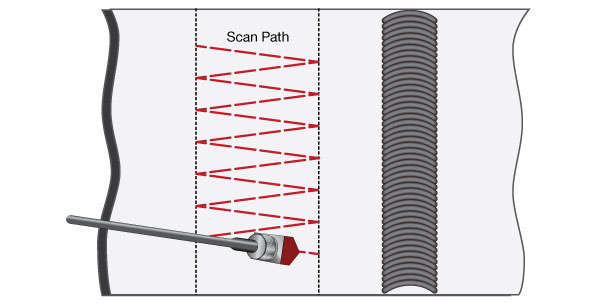
A sonda é movida para frente e para trás entre o ponto de superfície correspondente ao teste da segunda perna da parte superior da solda (limite esquerdo do desenho) e o ponto correspondente ao teste da primeira perna da parte inferior da solda (limite à direita). O calço é levemente inclinado em direções alternativas e, a cada passo, é indexada em aproximadamente metade da sua largura. Esse padrão fornece cobertura total de cima para baixo da solda, assegurando que não haja lacunas de cobertura na direção lateral, a angulação ajuda na detecção de inclusões, porosidade e outros refletores de formato irregular. O teste é então repetido no outro lado da solda.
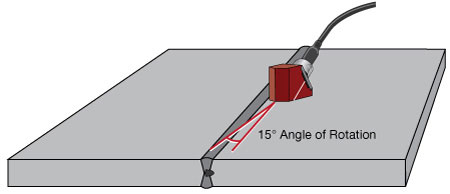
Quando uma indicação é observada durante este teste, os procedimentos podem exigir uma outra varredura com a rotação da sonda em torno do refletor e através de um arco externo enquanto aponta para o refletor. Esses movimentos ajudam a identificar o tipo de refletor, conforme discutido na Seção 6.6.
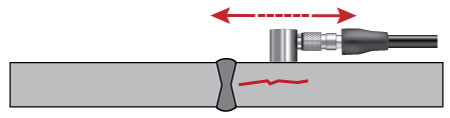
Alguns procedimentos também exigem uma varredura ao longo do comprimento do eixo da solda, com o calço apontado levemente para dentro. O objetivo dessa varredura é identificar trincas transversais na zona da solda, que podem não ser visíveis quando o feixe é direcionado perpendicularmente à solda. Novamente, o teste é realizado pelos dois lados.
Um teste final é um exame do feixe linear da zona afetada pelo calor em ambos os lados da solda para identificar possíveis rachaduras laminares. Esse teste geralmente usa um transdutor de contato de pequeno diâmetro para identificar indicações que estão à frente do eco da parede traseira.
Posicionamento em relação à coroa
Como observado acima, os testes do feixe angular do lado de uma solda normalmente exigem a varredura da sonda para frente e para trás entre os pontos onde o feixe atinge o fundo da solda (primeira perna) e o topo da solda (segunda perna). Os pontos correspondentes em cada lado da solda podem ser marcados com linhas na superfície das peças. Guias ou modelos podem ser fabricados para ajudar a manter o posicionamento, especialmente ao executar uma varredura de passagem única na raiz ou na coroa da solda.
Em alguns casos envolvendo calços grandes, metais relativamente finos e coroas grandes, pode não ser possível posicionar o calço perto o suficiente da solda para otimizar a reflexão da primeira perna a partir da raiz da solda. Nesses casos, um calço menor ou projetado com uma curta distância de aproximação deve ser usado. Como alternativa, o teste pode ser realizado na segunda e terceira pernas, e não na primeira e na segunda, mas isso pode ser menos indicado devido aos efeitos de atenuação e difusão do feixe.
Curvatura
A inspeção por feixe angular de soldas circunferenciais e axiais em canos e tubos de pequeno diâmetro pode exigir calços com curvatura para o acoplamento adequado. Geralmente, recomenda-se a curvatura sempre que o diâmetro se torna pequeno o suficiente para dificultar a manutenção do calço normal na peça de teste e/ou quando a curvatura limita significativamente a área do calço em contato com a peça de teste em um raio convexo ou cria uma abertura visível sob o calço em um raio côncavo. Curvaturas típicas do calço, veja abaixo:
 AID (diâmetro axial interno) |  AOD (diâmetro axial externo) |  CID (diâmetro circunferencial interno) |  COD (diâmetro circunferencial externo) |