用于测量涂层的精密超声测厚

Tintas, epóxi e revestimentos de proteção semelhantes em aço geralmente apresentam um problema potencial em aplicações de pesquisa de corrosão. Como a velocidade do som dos revestimentos não metálicos é geralmente cerca de metade da velocidade do aço, um revestimento pode adicionar um erro do dobro de sua espessura real a uma medição. Nesta seção, discutiremos as diferentes técnicas de medição ultrassônica da Olympus medidores de espessura para medir a espessura dos revestimentos.
Por que é importante medir com precisão os revestimentos?
A espessura do revestimento tem um efeito significativo na qualidade do produto, no controle do processo e no controle de custos. Dois fatores ajudam a garantir que um revestimento execute sua função pretendida: a qualidade da tinta e a espessura do revestimento. A medição precisa de um revestimento pode garantir que os requisitos sejam atendidos em uma variedade de setores. Os medidores ultrassônicos não são destrutivos e podem fazer medições de espessura com precisão de revestimentos que exigem acesso de apenas um lado da superfície do material.
Técnicas de medição de espessura de revestimento ultrassônico
Duas técnicas para medir a espessura de tubos e peças revestidos são a medição eco a eco e THRU-COAT™. Cada técnica tem pontos fortes e fracos:
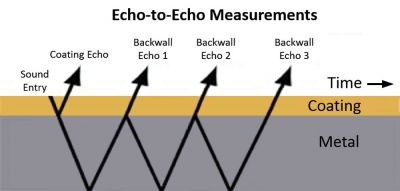
Medição eco a eco
A técnica de medição eco a eco, disponível no 38DL PLUS™ e 45MG (opcional) medidores de espessura, permitem medir a espessura restante da parede de tubos ou outras estruturas metálicas enquanto remove o revestimento da medição. Essa técnica cronometra o intervalo entre dois ecos sucessivos da parede posterior para fornecer uma representação precisa da espessura do material de metal sem o revestimento (já que vários ecos da parede posterior podem existir no metal, mas não comumente em revestimentos).
Entre as vantagens de se usar a técnica eco a eco estão:
- Funciona com uma grande variedade de transdutores comuns
- Com frequência, funciona através de revestimentos de superfícies rugosas
- Pode ser realizada em temperaturas de até 500 °C (930 °C), com transdutores apropriados
As limitações da técnica eco a eco são:
- Exige vários ecos de parede traseira, que talvez não ocorram em metais com corrosão severa
- O intervalo da espessura pode ser mais limitado que o da medição THRU-COAT
Medição THRU-COAT
A técnica de medição THRU-COAT permite a medição separada de revestimentos não metálicos finos como tinta sobre metal e a espessura do metal. A medição THRU-COAT utiliza um software patenteado para identificar o intervalo de tempo representado pela trajetória de ida e volta no revestimento. Subtraindo este intervalo de tempo da medição total, a espessura do substrato de metal pode ser calculada. A medição THRU-COAT pode não funcionar corretamente se a espessura do revestimento for inferior a 0,125 mm (0,005 pol.) ou se a superfície externa revestida for áspera ou irregular. Para obter mais detalhes sobre a medição THRU-COAT, consulte nosso guia sobre medidor de espessura modos de medição.
As vantagens de se usar a tecnologia THRU-COAT em comparação com a técnica eco a eco são:
- Funciona em uma ampla faixa de espessuras de metal, normalmente de 1 mm (0,04 pol.) a 50 mm (2 pol.) em aço
- Precisa de apenas um eco de parede traseira
- Pode medir a espessura mínima restante de metal com mais precisão quando ocorre corrosão
Algumas das desvantagens da tecnologia THRU-COAT são:
- O revestimento não pode ser metálico e precisa ter ao menos 0,125 mm (0,005 pol.) de espessura
- O revestimento da superfície deve ser relativamente uniforme
- Exige a utilização de dois transdutores especiais
- Só pode ser usado em superfícies com temperatura máxima de 50 °C (125 °F)
Para obter mais informações sobre como usar medidores de espessura ultrassônicos da Olympus para medir a espessura restante da parede através de revestimentos, veja nossos tutoriais em vídeo de produtos em Recursos.