
В данном примечании по применению объясняется, как измерить толщину стенок полых металлических лопаток турбины.
Толщина стенки лопатки турбины
Лопасти многих турбин, используемых в авиационных двигателях и других высокопроизводительных системах, выполнены полыми для обеспечения циркуляции охлаждающей жидкости. Смещение сердечника во время литья, неправильная обработка или нормальный износ поверхности могут привести к утонению стенки лопасти ниже допустимых пределов. Измерение толщины стенки механическим способом невозможно без разрушения лопасти. Однако при наличии надлежащих преобразователей и инструментов толщину стенки можно измерить не разрушая деталь с помощью ультразвука.
Ультразвуковое оборудование для измерения толщины стенок лопаток турбин
Прецизионные толщиномеры широко используются для измерения лопаток турбин. Сюда относятся толщиномеры 38DL PLUS™ и 45MG с ПО для одноэлементных ПЭП и возможностью отображения А-скана. Обычно они используются с иммерсионными преобразователями или преобразователями с линией задержки, в зависимости от измеряемой толщины и геометрии. Функция А-скана позволяет опытному оператору отслеживать формы волны для точного выявления эхо-сигналов. Она также обеспечивает оптимальное выравнивание преобразователя.
Толщиномер 72DL PLUS™ — это высокоскоростной прибор, обеспечивающий быстрые измерения при изготовлении и контроле лопаток турбин. Частота обновления дисплея: 60 Гц, а скорость измерения: до 2 кГц. Толщиномер имеет широкий 7-дюймовый сенсорный экран, обеспечивающий отличную видимость под разными углами. Благодаря возможностям подключения (беспроводная локальная сеть, Bluetooth® и Ethernet) и инструментам управления данными толщиномер 72DL PLUS позволяет оптимизировать рабочие процессы и повышает производительность.
Процедура измерения толщины стенок лопаток турбин
Система измерений, рекомендуемая для конкретного применения, зависит от требований заказчика и акустических свойств лопасти. Вот несколько основных критериев:
Тип преобразователя: Преобразователи с линией задержки и иммерсионные преобразователи используются для контроля лопастей турбин. Однако из-за кривизны лопастей турбины невозможно правильно установить преобразователь с линией задержки на вогнутой стороне. Преобразователи с линией задержки 3 мм (M203 и M208) достаточно хорошо устанавливаются на вогнутых радиусах до 100 мм. При контурировании линии задержки в некоторых случаях возможно установление на более острые радиусы. Но в целом, резко изогнутые поверхности, особенно передние кромки лопастей, лучше измерять с помощью иммерсионных преобразователей. Преобразователь V316-B (20 МГц) с локальной иммерсионной ванной B-120 удобен для измерения лопастей иммерсионным преобразователем. В большинстве случаев можно также использовать преобразователи V260-SM Sonopen™ с фокусированной линией задержки, устанавливаемых на вогнутые поверхности, которые невозможно измерить с помощью стандартной линией задержки.
В дополнение к стандартной линейке иммерсионных преобразователей и преобразователей с линией задержки мы предлагаем три специализированных низкопрофильных преобразователя с линией задержки 20 МГц для измерения толщины лопаток турбин в многолопастных роторах, где пространство ограничено и доступ к лопастям затруднен. M2054 представляет собой преобразователь с линией задержки 20 МГц толщиной всего 6,75 мм и с ручкой 75 мм. M2055 аналогичен преобразователю с линией задержки толщиной 10 мм. Преобразователь с линией задержки V2034 имеет наконечник диаметром 10 мм и наклонную рукоятку длиной 300 мм. Габаритные чертежи этих преобразователей предоставляются по запросу.
Режим измерения: При использовании иммерсионных преобразователей или преобразователей с линией задержки, измерения толщины могут выполняться в режиме 2 (от интерфейсного до первого донного эхо-сигнала) или в режиме 3 (от эха до эха, след. за интерфейсным сигналом). Режим 3 обеспечивает лучшее разрешение в тонком материале, чем режим 2, но это возможно только в том случае, если измеряемые точки на лопасти турбины производят множественные донные эхо-сигналы. Если имеется только один пригодный донный эхо-сигнал (из-за кривизны или затухания), измерение должно выполняться в режиме 2. Толщиномеры 38DL PLUS и 45MG могут работать в режиме 2 или режиме 3. Создайте оптимальную настройку для контроля лопаток турбины, используя эталонные образцы в диапазоне измеряемых толщин и форм.
Диапазон толщин: В типичных металлических лопастях минимальная разрешимая толщина для иммерсионного преобразователя или преобразователя с линией задержки 20 МГц составляет приблизительно 0,15 мм в режиме 3 и 0,5 мм в режиме 2. Для более тонких материалов менее 0,006 можно использовать высокочастотную версию толщиномера 72DL PLUS. Большинство измерений лопаток турбин выполняются на частоте 10 или 20 МГц.
Мертвые зоны: Полые лопасти турбин часто имеют сложную структуру внутри для направления потока охлаждающей жидкости или увеличения прочности лопасти. Донный эхо-сигнал от точек, где расположены эти направляющие перегородки, как правило, невозможно получить, поскольку такая структура нарушает ровную поверхность, необходимую для хорошего отражения. В случаях, когда эти структуры расположены близко друг к другу, сфокусированный иммерсионный преобразователь с малым размером пятна генерирует лучшие донные эхо-сигналы, чем преобразователь с линией задержки. Также в некоторых случаях резко сужающаяся толщина лопасти может создать ситуацию, когда внутренние и наружные стенки существенно не параллельны, что может привести к искажению эхо-сигнала и потенциальным ошибкам измерения.
Во всех случаях определите комбинацию преобразователя и прибора на основе испытаний с использованием реальных образцов. Большое разнообразие форм лопастей турбин делает важным оценку образцов.
На Рис. 1–3 показаны типичные А-сканы, полученные с помощью толщиномера 38DL PLUS при измерении лопасти турбины. На экране толщиномера в режиме реального времени отображается форма ультразвукового сигнала со значениями толщины и стробов. Это очень удобно при выполнении сложных задач или когда параметры настройки требуют более тщательного изучения.
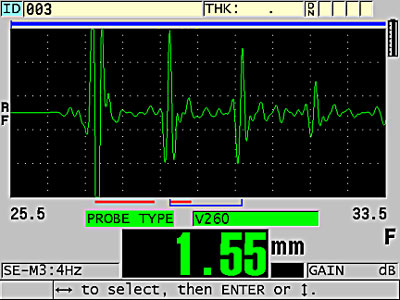
Рис. 1 Режим 3: Измерение лопасти турбины
На Рис. 1 показано измерение в режиме 3 задней вогнутой кромки лопатки толщиной 1,05 мм с использованием преобразователя M208. Кривизна имеет достаточно большой радиус в точке измерения, поэтому преобразователь M208 имеет хороший контакт с материалом, а четкие многочисленные эхо-сигналы позволяют проводить измерения в режиме 3.
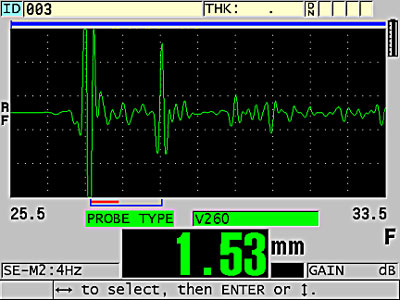
Рис. 2. Режим 2: Измерение лопасти турбины
На Рис. 2 показано измерение в режиме 2 задней выпуклой кромки лопатки толщиной 1,8 мм с использованием преобразователя M208. Здесь наличие внутренних ребер несколько гасит эхо-сигналы, и при отсутствии чистых эхо-сигналов рекомендуется измерение в режиме 2.
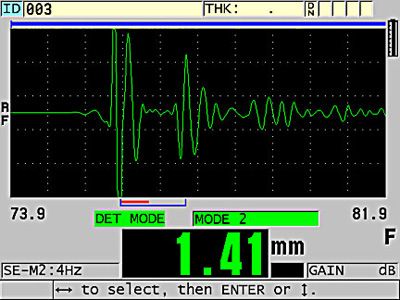
Рис. 3 Иммерсионный метод измерения изогнутой выпуклой части лопатки
На рис. 3 показан иммерсионный метод измерения с использованием преобразователя V316-BB 20 МГц с локальной ванной B-120 для контроля более толстого (1,3 мм) резко изогнутого профиля (радиус 25 мм) выпуклой части лопасти; использование преобразователя с линией задержки здесь затруднено. В этом типе измерений, особенно на вогнутых поверхностях, оператору важно контролировать А-скан, чтобы обеспечить оптимальное выравнивание преобразователя.
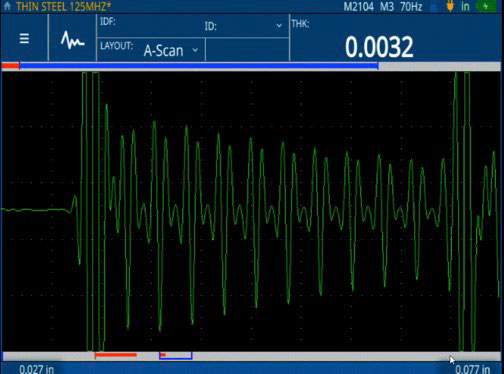
Рис. 4. Измерение толщины тонкого изделия из стали (0,0032 дюйма) с помощью толщиномера 72DL PLUS
На Рис. 4 представлен прямой контактный преобразователь M2104 125 МГц на тонком металлическом диске толщиной 0,076 мм, демонстрирующий способности измерения минимальных толщин 72DL PLUS. Доступна вся линейка высокочастотных преобразователей от 30 до 125 МГц для использования с толщиномером 72DL PLUS в широком спектре измерения тонкостенных объектов.
Примечание: Некоторые лопатки турбин из крупнозернистых сплавов могут иметь значительные колебания скорости от точки к точке из-за анизотропной структуры зерна. В таких случаях точность ультразвуковой толщинометрии будет ограничена степенью изменения скорости. Ограничение должно быть определено экспериментально для конкретных случаев.


