搅拌摩擦焊缝检测系统
概述
Система контроля сварных соединений полученных сваркой трением с перемешиванием (СТП)В последнее десятилетие значительно увеличилось количество запусков ракет. Топливные баки, используемые для запуска ракет в космос, состоят из больших цилиндрических компонентов, сваренных между собой с помощью сварки трением с перемешиванием (СТП). СТП — это процесс соединения деталей в твердом состоянии, в котором для соединения материалов используется тепло трения, выделяемое вращающимся инструментом. В целях обеспечения безопасности, сварные швы необходимо осматривать в разных направлениях на предмет наличия дефектов, таких как непровары, несплавления в корне шва, свищи, пустоты, а также дефекты наружной поверхности шва. Компания Olympus разработала уникальную роботизированную систему контроля для проверки сварных соединений, полученных сваркой трением с перемешиванием. |
Типы дефектов в сварных соединениях, полученных СТПСТП имеет много преимуществ перед традиционными методами сварки; СТП позволяет избежать образования дефектов при охлаждении заготовок из жидкой фазы (как в других методах сварки). Дополнительные дефекты могут возникнуть по причине недостаточно высокой температуры или неправильного режима сварки; эти дефекты должны быть выявлены и измерены. | |
Естественные дефектыВ сварных швах, полученных сваркой трением, можно выявить такие дефекты, как несплавление в корне шва (на англ. «kissing-bond»), длинные несплошности в виде тоннеля и непровары. Кроме того, дефекты, возникающие в сварных соединениях при сварке трением, беспорядочно ориентированы. |
Схематическое изображение сварки трением с перемешиванием (СТП) |
Дефекты калибровкиПродольные, поперечные и наклонные риски, расположенные на НД и ВД, используются в качестве опорных элементов для калибровки. Боковые цилиндрические отверстия также используются для построения кривой ВРЧ с учетом затухания сигнала в материале. |
Беспорядочно направленные дефекты, образуемые в процессе СТП. |


Гибкое решение контроляПреобразователи с фазированной решеткой (ПФР) системы контроля СТП проверяют зону сварного шва на наличие дефектов разной ориентации. Полностью автоматизированная система выявляет типичные дефекты сварных соединений больших цилиндрических топливных баков.
|   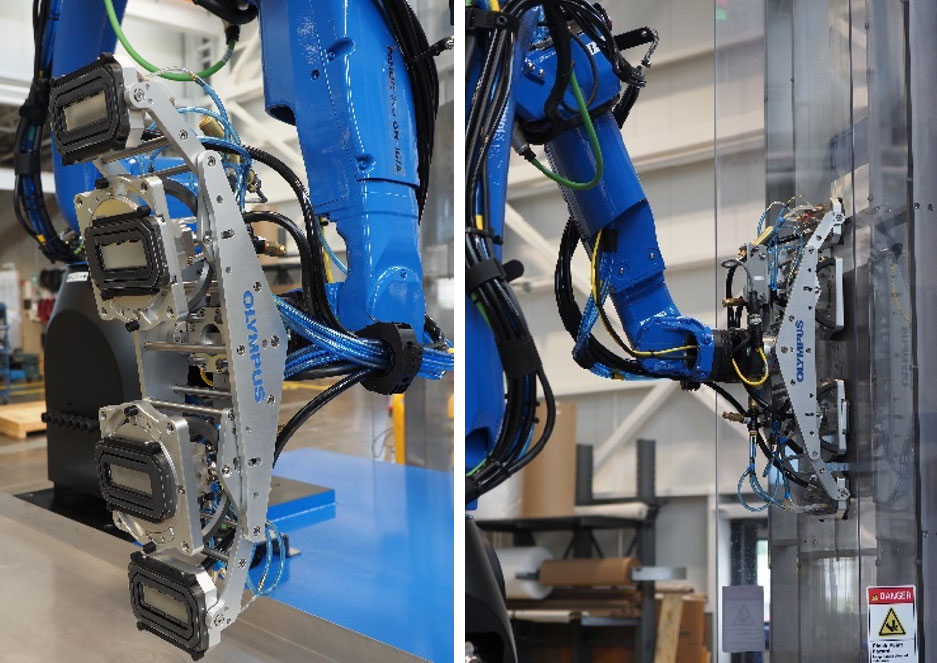 |
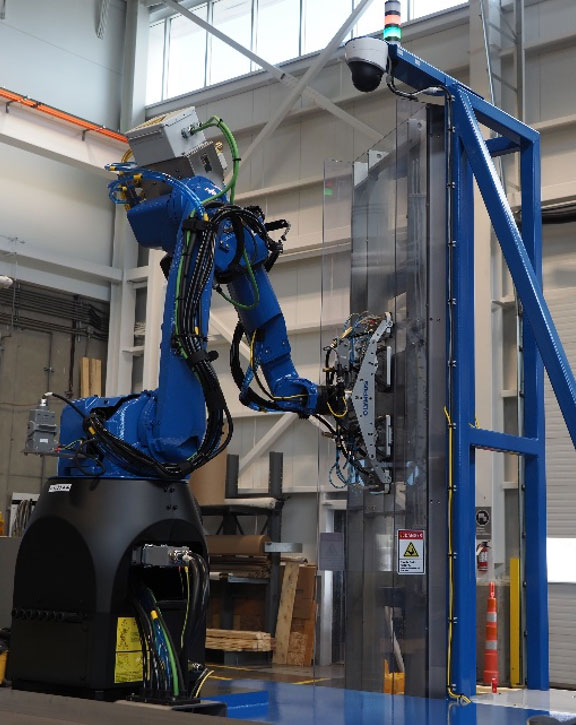 | Роботизированная платформа контроляСистема СТП представляет собой готовую к эксплуатации станцию контроля, предназначенную для непосредственной установки на производственной линии. Сварные соединения цилиндрического топливного бака сканируются с помощью коллаборативного робота (кобота). Кобот устанавливает на объект контролирующую головку; бак вращается до тех пор, пока не будет охвачена вся зона кольцевого сварного шва. Затем бак перемещается, и цикл повторяется для следующего сварного шва. Основные компоненты системы:
|
ПО управления движением и сбора данныхПО управления движением упрощает работу системы:
Программное обеспечение WeldSight™ для сбора и анализа данных:
|   |
Универсальная и эффективная системаПреимущества
|

