
Контроль сварных соединений труб малого диаметра представляет некоторые сложности для традиционного УЗК. С уменьшением диаметра трубы, уменьшается контактная зона между призмой преобразователя и поверхностью трубы, и соответственно, сокращается объем передаваемой звуковой энергии. Кроме того, сохранять правильное положение преобразователя становится сложно, а качающийся преобразователь не позволяет получить хороший сигнал.
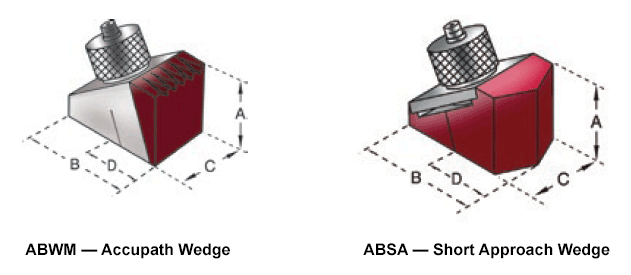
Самый легкий способ решения проблемы позиционирования – использование маленькой призмы, как например ABSA. Чем меньше площадь призмы, тем меньше вероятность ее неправильного расположения и качания. Однако, размеры призм часто ограничиваются отраслевыми стандартами, требованиями приложений и размерами ПЭП. В иных случаях, диаметр объекта контроля слишком мал даже для самых маленьких призм. Здесь необходимо использовать профилированные призмы.
Профилированная призма или линия задержки представляет собой призму, притертую по контуру криволинейной детали. Профилирование – это один из способов увеличения контактной зоны между призмой и объектом контроля, обеспечивающий правильное позиционирование призмы при контроле объектов малого диаметра. Профилирование может полностью устранить качание ПЭП за счет обеспечения стабильного и устойчивого положения призмы.
Чаще всего для профилирования используются призмы ABWM, но мы можем конфигурировать большинство наклонных призм, за исключением призм серии ABSA.
Когда необходимо профилирование?
IIW (Международный институт сварки – International Institute of Welding) в Практическом руководстве по ультразвуковому контролю сварных швов рекомендует использовать профилированную призму, когда зазор между призмой и контролируемой поверхностью превышает 0,5 мм. Согласно данному руководству, профилированная призма должна использоваться в случае, если радиус детали меньше квадрата размера призмы (длины или ширины), разделенного на четыре:
R < W2/4
R = радиус инспектируемой поверхности
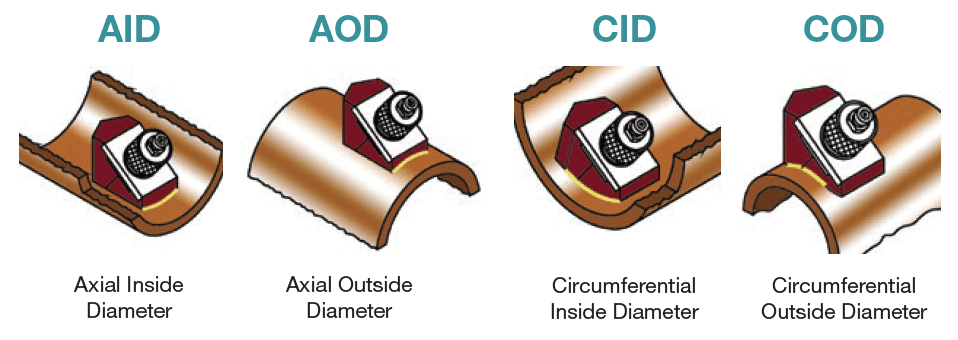
W = C – ширина призмы при сканировании в осевом направлении, B – длина призмы при сканировании по окружности
Использование маленькой призмы значительно улучшит качество акустического контакта на криволинейной поверхности, по сравнению с большой призмой. На практике, профилирование должно рассматриваться в случае уменьшения мощности сигнала или если шум в контактной жидкости достигает точки, когда надежность контроля ставится под сомнение.
Типы призм для труб диаметром < 10 дюйм.
Приведенная ниже таблица поможет вам в выборе призмы для контроля объектов малого диаметра. Эта информация дана только в качестве рекомендации. Выбор призм может быть ограничен дополнительными факторами, помимо диаметра объекта контроля.
| Диам. объекта контроля (дюйм.) | Ориентация | Тип призмы |
| 10 | AOD (притёрт. под НД в осевом напр.) | Стандарт. ABSA, ABWM |
| 10 | COD (притёрт. под НД по окруж.) | ABSA-4T, притёрт. ABWM-5T, притёрт. ABWM-7T, притёрт. ABWM-4T |
| 9 | AOD | Стандарт. ABSA, ABWM |
| 9 | COD | ABSA-4T, притёрт. ABWM |
| 8 | AOD | Стандарт. ABSA, ABWM |
| < 9–1 | COD | Притёрт. ABWM |
| 7 | AOD | ABSA-5T, 7T, 4T, ABWM 7T, ABWM 4T, притёрт. ABWM-5T |
| 6 | AOD | ABSA-7T-, ABSA-4T, притёрт. ABWM-5T, ABWM-7T, ABWM-4T |
| 5 | AOD | ABSA-7T-, ABSA-4T, притёрт. ABWM-5T, притёрт. ABWM-7T, ABWM-4T |
| 4 | AOD | ABSA-4T, ABWM-4T, притёрт. ABWM-5T,притёрт. ABWM-7T |
| 3 | AOD | ABSA-4T, ABWM-4T, притёрт. ABWM-5T, притёрт. ABWM-7T |
| 2–1 | AOD | Притёрт. ABWM |
