5.2 角度声束检测
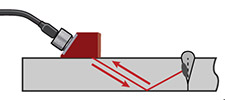
Тогда как техника контроля прямым лучом позволяет выявить ламинарные дефекты, она не настолько эффективна для контроля качества стандартных сварных соединений, где несплавления и непровары не всегда ориентированы параллельно поверхности объекта. Геометрия сварного шва, ориентация дефектов и наличие верхушки сварного шва или наплавления, – требуют выполнения контроля боковой части шва с помощью луча, генерируемого под углом. Контроль наклонным лучом – самая используемая техника контроля в ультразвуковой дефектоскопии.
Наклонные ПЭП состоят из преобразователи и призмы; преобразователь и призма могут быть соединены и находиться в одном корпусе, а могут представлять раздельные компоненты. Типичные наклонные ПЭП используют принцип отражения и волнового преобразования на границе двух сред для генерации поперечной или продольной волны в материале, как показано на рисунке ниже.
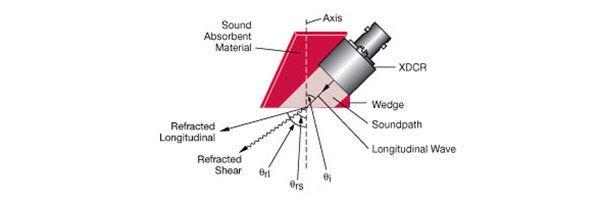
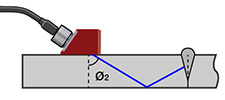
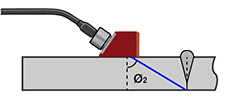
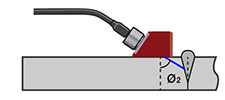
Наиболее используемые наклонные преобразователи генерируют поперечную волну в материале под углом 45, 60 или 70 градусов. Угол падения, необходимый для получения желаемого угла ввода, базируется на скорости звука в материале и рассчитывается с помощью закона Снеллиуса по нижепредставленной формуле.
В случае использования пластиковой или эпоксидной призмы, расположенной на поверхности изделия из стали, малые углы падения будут генерировать продольные и поперечные волны; существуют специальные призмы для наклонных ПЭП, генерирующие продольные волны. Однако, при наиболее используемых углах контроля генерируется только первичная поперечная волна, поскольку значение продольной волны в формуле превысило бы 90 градусов, что невозможно.
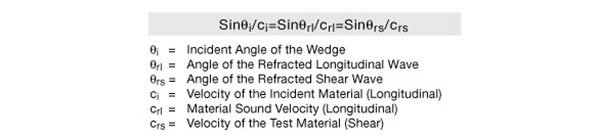
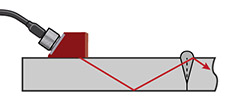
В типичном случае контроля, ультразвуковой луч под определенным углом проходит сквозь материал объекта до противоположной стенки, а затем отражается (направляется вверх) под тем же углом. Перемещение преобразователя вперед и назад позволяет выполнить сканирование по всей высоте сварного шва. Это сканирующее движение гарантирует контроль всего объема сварного шва и помогает выявить несплошности не только на линиях сплавления, но и внутри самого сварного шва.
 |  |
 |  |
Как и в случае контроля прямым лучом, при сканировании наклонным ПЭП, оператор выявляет и интерпретирует сигналы, отраженные от несплошностей. Во время начальной настройки оператор должен отметить все эхо-сигналы, исходящие от наплавленного металла или других геометрических структур. Дополнительные эхо-сигналы, находящиеся в зоне сварного шва, будут свидетельствовать о непроварах, наличии трещин, пористости или других несплошностей. В ходе дальнейшего анализа можно определить тип, размер и глубину данных дефектов.
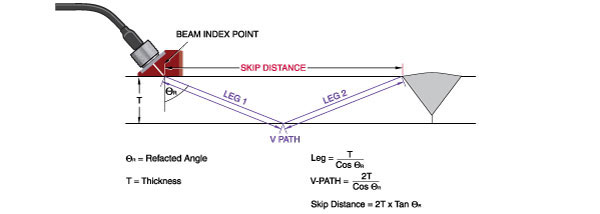
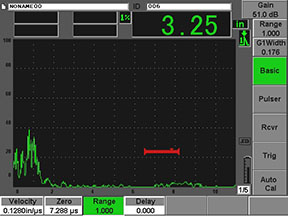
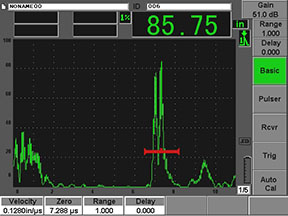
На представленном ниже примере, ультразвуковой луч пересекает зону бездефектного сварного шва, без обратного отражения; экран не отображает значительных изменений (аномалий). Наличие несплошностей в зоне сварного шва, вызывает сильное отражение в инспектируемой зоне, выделенной красным стробом.
 |  |
 |  |