
Область применения
Оценка целостности точечных сварных соединений металлов.
Предпосылка
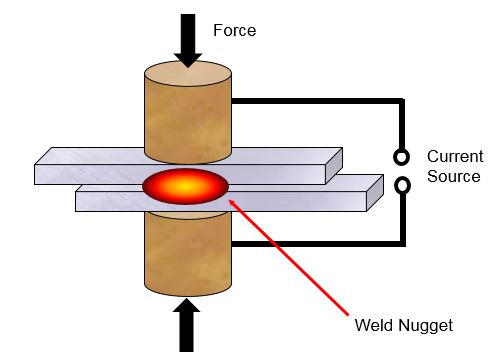
Точечная сварка – широко используемый метод соединения двух металлических компонентов, обычно тонких листов или пластин, в нескольких сварных точках. Эта технология чаще всего используется в автомобилестроении для сборки кузова или шасси, а также в производстве тонколистового металла. Точечная контактная сварка выполняется путем приложения электродов с обеих сторон соединяемых деталей и передачи через них тока высокого напряжения. В результате нагрева образуется зона расплавления, которая, затвердевая, создает круглую сварную точку, или литое ядро.
В случае неправильного формирования шва, свариваемые детали могут соединиться не полностью, или зона литого ядра может быть меньше, чем требуется для создания качественного прочного соединения. Эти проблемы редко выявляются при оптическом контроле, а разрушающие испытания на растяжение неэффективны и ограничиваются несколькими образцами. Однако, с помощью подходящего оборудования и правильной техники, например, ультразвукового неразрушающего контроля, можно быстро проверить качество сварного соединения.
Оборудование
Для контроля качества точечной сварки мы рекомендуем использовать дефектоскоп EPOCH 650 или EPOCH 1000. Контроль точечных сварных соединений предполагает передачу ультразвуковых волн в чашеобразные углубления сварных точек обычно диаметром от 3 до 6 мм и генерацию многочисленных донных эхо-сигналов на высокой частоте. Компания Olympus предлагает широкий спектр преобразователей с линией задержки и иммерсионных преобразователей в диапазоне частот от 10 до 20 МГц. Пластиковые линии задержки используются для передачи звуковой энергии с преобразователя в объект контроля. Иммерсионные преобразователи содержат гибкую резиновую мембрану с водяным столбом, который соответствует форме точечного сварного шва для обеспечения оптимального акустического контакта. В случае преобразователей с линией задержки, диаметр линии задержки и диаметр элемента обычно соответствуют номинальному диаметру ядра сварной точки с точностью до десятых долей миллиметра. Что касается иммерсионных преобразователей, диаметр элемента обычно соответствует номинальному диаметру ядра сварной точки. Для получения дополнительной информации о выборе преобразователя обращайтесь в представительство Olympus. | 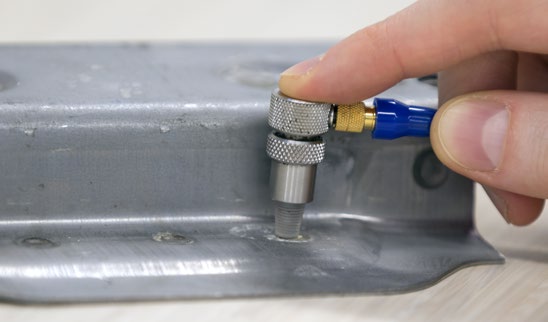 |
Теоретическая часть
В случае качественного сварного шва, временной интервал между эхо-сигналами пропорционален толщине шва, а скорость затухания (скорость, с которой амплитуда последовательных эхо-сигналов уменьшается) зависит от коэффициента затухания звука внутри ядра. В зависимости от условия сварного шва (качественный шов, непровар, недостаточный диаметр шва, непрочный шов) генерируется определенная структура эхо-сигнала. Мы рекомендуем использовать программную опцию для хранения шаблонов, которая позволяет сохранять и вызывать из памяти контуры разных эхо-сигналов для каждого условия сварного шва. Структуру каждого эхо-сигнала можно легко наложить на A-скан в режиме реального времени путем нажатия кнопки, для упрощения сравнения и улучшения качества контроля. Можно сохранить большое количество шаблонов, а «A» указывает на активный выбранный шаблон. | 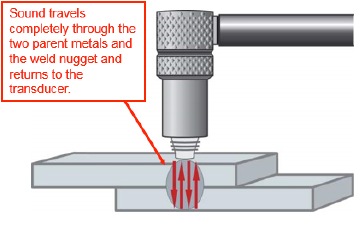 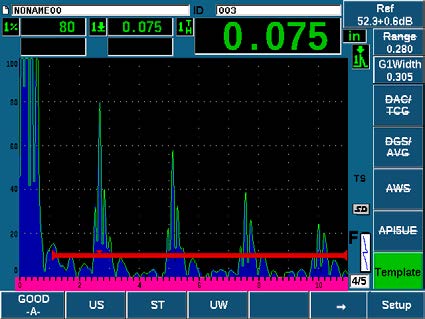 |
В случае непровара или неполного провара между двумя металлическими деталями, последовательные эхо-сигналы будут ближе друг к другу, а их амплитуда выше. | 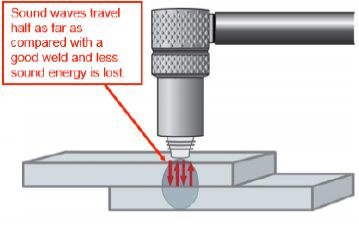 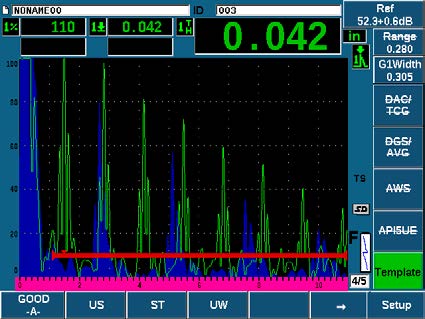 |
В случае недостаточного диаметра шва, только часть ультразвуковой энергии будет отражаться от общей толщины двух металлических листов, другая часть ультразвука будут отражаться только от толщины одного листа. В результате, маленькие пики (сигналы от толщины одного листа) отображаются между большими, далеко расположенными друг от друга пиками (представляющими общую толщину сварного шва). | 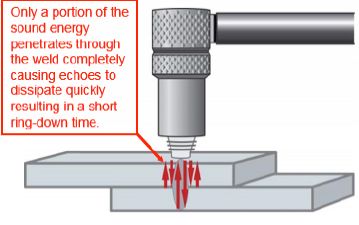 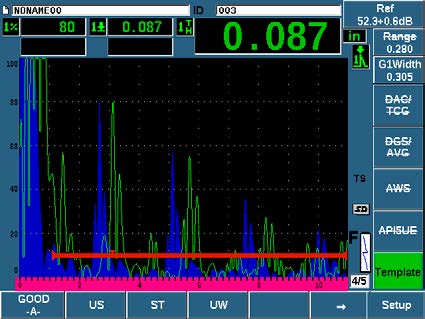 |
И наконец, в случае непрочного сварного шва, – когда металлические листы соединены, но по причине недостаточного нагрева литое ядро сформировано не полностью,– изменяется скорость затухания эхо-сигналов, образуя на экране большие пики сигналов с более длительным спадом импульса. Это происходит потому, что эффект рассеяния звуковых волн от полностью сформированного литого ядра отсутствует, и зона сварного шва имеет более высокую пропускную способность. | 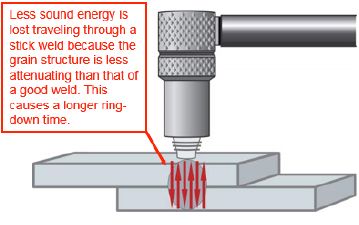  |



