Применение
Выявление скрытых внутренних пустот или воздушных пузырьков в литых пластиковых деталях.
Предпосылка
Пластмассовые детали, полученные литьем под давлением или другим аналогичным методом, могут иметь внутренние пустоты, возникающие из-за усадки металла при охлаждении, или раковины (воздушные пузыри) в результате неправильной формовки. Пустоты чаще всего встречаются в отливках с толщиной стенок более 6 мм, но также могут возникнуть и в тонкостенных отливках. Внутренние пустоты могут повлиять на структурную целостность детали и привести к преждевременной поломке. Также они сигнализируют о необходимости оптимизации технологии формования.
Ультразвуковая дефектоскопия – простой способ обнаружения внутренних пустот, без разрушения или рентгеновского просвечивания изделия. Высокочастотные звуковые волны, генерируемые преобразователем, проникают в исследуемый объект и отражаются от пустот в предсказуемом направлении. Ультразвуковые волны проходят через материал до границы раздела двух сред, например до дальней стенки; если на пути ультразвука встречается дефект (пустОта), генерируется дополнительный эхо-сигнал там, где он не должен быть. Путем внимательного изучения структуры эхо-сигналов опытный оператор быстро определяет целостность материала.
Оборудование
Для данного вида контроля можно использовать любой дефектоскоп серии EPOCH, включая EPOCH 600, EPOCH 1000, EPOCH 650 и EPOCH LTC. Выбор преобразователя будет зависеть от геометрии и толщины детали, но чаще всего используются ПЭП с малой контактной площадью и ПЭП с линией задержки. Сюда входят преобразователи: V110-RM (5 МГц), V112-RM (10 МГц) и V260 Sonopen® (15 МГц, с фокусированной линией задержки).
Процедура
Ультразвуковая дефектоскопия основана на технике сравнения. Эхо-сигналы, полученные в тестовом образце, сопоставляются с эхо-сигналами в калибровочном (бездефектном) образце. Любые изменения в структуре эхо-сигнала указывают на изменения во внутренней структуре материала. При контроле деталей из литой пластмассы, оператор обращает внимание на наличие эхо-сигналов в отмеченном стробе или окне, представляющем внутреннюю часть исследуемого образца. Эхо-сигналы в данной зоне указывают на наличие несплошностей, таких как пустоты, воздушные пузыри или включения.
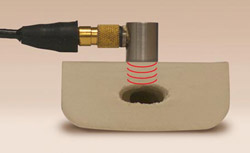
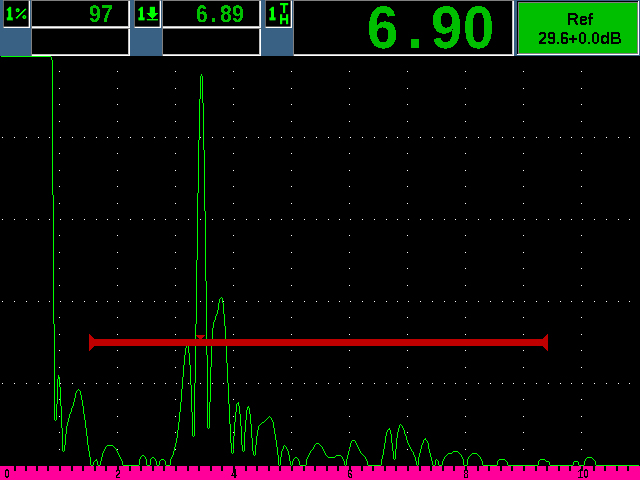
На примере ниже показано обнаружение большой пустоты в литой пластиковой детали толщиной 20 мм, с использованием дефектоскопа EPOCH 600 и преобразователя V110-RM (5 МГц). Преобразователь установлен на поверхности объекта. В бездефектном образце, ультразвук доходит до нижней поверхности и генерирует эхо-сигнал с глубины 20 мм. См. пик в правой части А-скана (под первым изображением). При наличии пустоты, ультразвук отражается от дефекта и создает пик в пределах зоны экрана, отмеченной красным стробом, которая представляет середину объекта контроля. Наличие эхо-сигнала в данной зоне указывает на наличие несплошности. Контроль занимает всего несколько секунд в каждой точке замера.
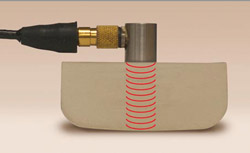 |  |
Типичный сигнал в бездефектной зоне
 |
Типичный сигнал от дефекта, эхо-сигнал в красном стробе
 |
Аналогичный контроль выполняется для большинства литых пластиковых деталей. За дополнительной информацией обращайтесь в компанию Olympus .

