一个客户需要一种传统的涡流探伤仪解决方案来探测火车轴心的计数器和中心孔两个区域的裂纹。创建这种解决方案的目的是要尽量减少操作人员对设备和仪器设置的干预。
锻造轴心时会在其表面和内部产生缺陷
轴心经锻造后再进行机械加工,以满足内部规格。锻造过程中会产生表面和内部缺陷,如发丝状近表面裂纹、夹杂物和点蚀。在加工时,内部变形的区域会增大,并破坏表面。这些缺陷会导致部件出现故障。
虽然这些裂纹往往会使表面破裂,但是却需要一种专门的涡流检测方法,而不能通过主观的视觉检测,来探测使表面破裂的轴向裂纹。

轴
用于探测火车轴心中缺陷的涡流设备
这种检测使用以下设备:
- NORTEC 600涡流探伤仪
- SPO-7397定制双线圈轴心探头 - Q6100015:
- 探头中有一个用于检测锥形部位长度的桥式差分线圈和一个用于检测轴心底孔的小桥式差分线圈
|
|

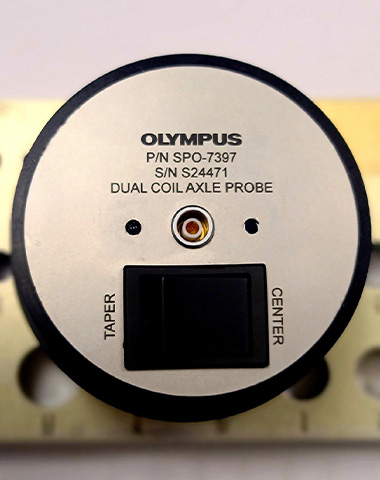
用于检测火车轴心缺陷的探头设置
探测火车轴心缺陷的程序
检测设置如下:将探头放在轴心中,使用转换器设置检测区域(锥形或中心),平衡线圈,然后在客户提供的电火花加工(EDM)刻槽上旋转探头。
要改换感兴趣区域,操作人员只需切换转换器,更改线圈,输入适当的检测设置参数,并归零仪器即可。
对两个区域的检测都可以使用300 kHz进行,且在设置上的变化很小。可以调整增益和角度以改进结果。
涡流检测结果
以下图像是使用NORTEC 600涡流探伤仪和SPO-7397探头在所提供的参考标准样件的两个位置上进行检测而获得的。
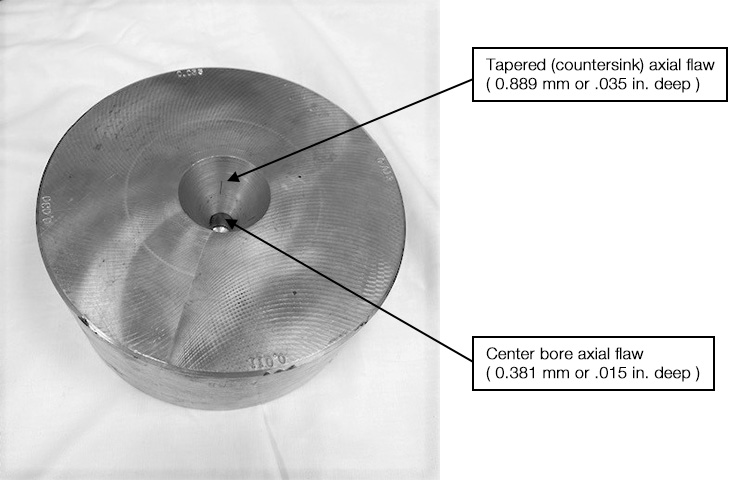
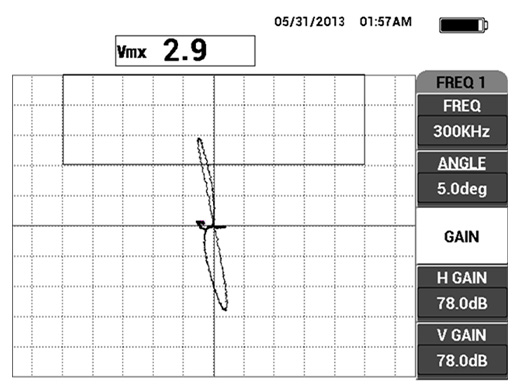
检测轴心锥形部位中的一个刻槽(0.889毫米深)时获得的检测信号 |
检测轴心孔中的一个刻槽(0.381毫米深)时获得的检测信号 |

结语
对客户提供的带有已知缺陷的样件进行检测的问题已经解决。
如仪器截图所示,我们探测到了由客户提供的测试/参考标准样件上的刻槽,且信噪比良好。涡流解决方案减少了在检测不同区域时进行设置转换所需的时间。这项应用的成功促进了我们为检测不同几何形状的轴而进一步研发新式探头,而且这项应用还可被纳入到自动化解决方案中。
