
图1:使用轴向扫查配置的AxSEAM扫查器对一段外径为8英寸的管道进行检测
纵向焊缝检测通常会面临的挑战
检测纵向焊缝或轴向焊缝,在声学和机械方面都充满了挑战性。从声学角度来看,管材的几何形状会使超声波发生散焦,从而会使潜在的成像分辨率变差。采用电阻焊接(ERW)工艺锻造的纵向焊缝非常容易产生垂直裂纹或钩状裂纹等难以探测到的缺陷。可提供全聚焦方式(TFM)功能和体积视图的采集仪器,如:OmniScan X3探伤仪,是一种可以有效探测和表征这类缺陷的理想工具。在机械方面,如:所用的设备,也需要达到一定的要求:纵向焊缝扫查器必须被放置在管道弯曲外壁的正确位置上,并沿着轴向在管道上滚动。由于探头必须被放置在与焊缝中线距离适当的位置上,因此可以方便地重新定位探头不啻为一种优势特性。扫查器还必须配备一个可对探头施加恒定压力的机构,以确保有效的声耦合。AxSEAM扫查器(图1)的设计考虑到了所有这些机械要求,在对纵向焊缝进行多技术检测时,可以方便地进行相控阵超声检测(PAUT)、全聚焦方式(TFM)或衍射时差(TOFD)的配置。
AxSEAM扫查器的特性和描述
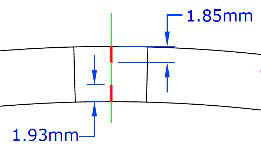
AxSEAM扫查器的设计目的是对直径从152.4毫米到平面的管道进行轴向焊缝检测,此外,还可以使用周向扫查配置在管道的周向上进行扫查:对于外径小至114.3毫米的管道,仅需使用两个探头进行检测;对于外径为254毫米的管道,需要使用相控阵超声检测(PAUT)和衍射时差(TOFD)两种探头,或者总共4个探头进行检测(图2)。

图2:AxSEAM扫查器检测周向焊缝的横向视图,左图为两个探头的配置,右图为4个探头的配置。
扫查器装配有4个圆顶形磁轮,可使扫查器在无需调节的情况下对多种外径管道进行扫查。扫查器上的制动系统用于锁定后面的两个轮子,以使扫查器在某个位置上保持不动,这个功能对于垂直扫查配置特别有用。其他实用功能包括可以放置探头线缆和水管的便捷线缆管理套管,以及无需工具可对探头定位和扫查器的配置进行调整的简单直观的机制(图3)。
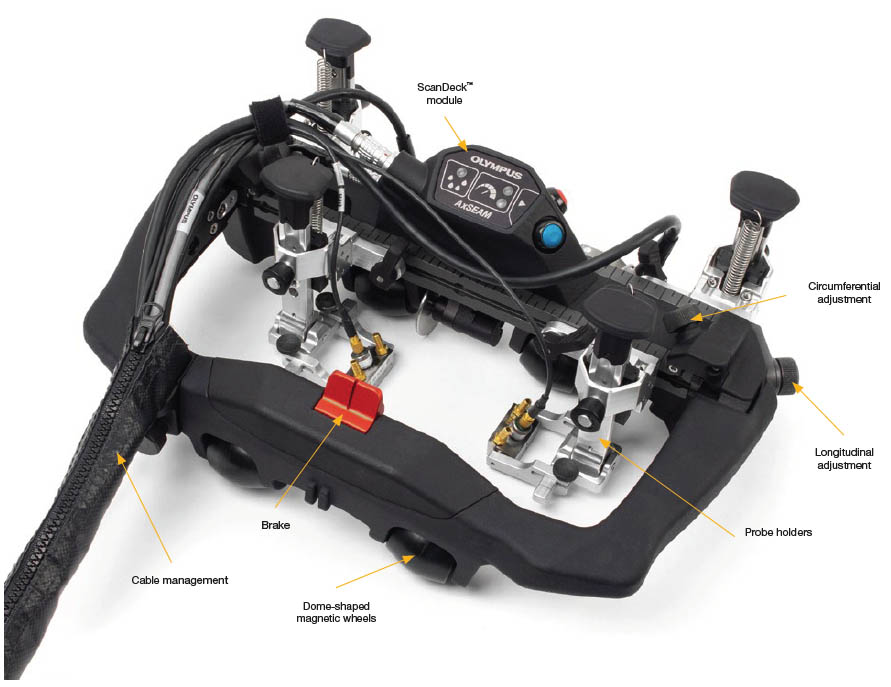
图3:AxSEAM扫查器的主要部件
AxSEAM扫查器的ScanDeck模块(图4)不仅可以在扫查过程中使操作人员直接看到重要的状态信息,而且还可以远程操控探伤仪。操作人员可以方便地接触到模块上的按钮,“归零”编码器的位置,并远程启动任何OmniScan仪器的采集操作。第二个按钮可以启动激光导向装置。 当AxSEAM扫查器与OmniScan X3探伤仪组合在一起进行检测时,ScanDeck模块的LED指示灯还有助于操作人员更有效地完成扫查过程。模块左侧的状态指示灯提醒操作人员缺失耦合的情况。第二个指示器由两个状态指示灯组成,当扫查器的速度低于或超出仪器所允许的最大采集速率时,指示灯会通知操作人员。 |  图4:ScanDeck模块 |
使用AxSEAM扫查器对碳钢管道样件进行检测实验所获得的结果
图5显示了在检测带有机加工缺陷的纵向焊缝时获得的相控阵超声检测(PAUT)C扫描。数据采集使用OmniScan X3探伤仪和AxSEAM扫查器完成。C扫描表明有两个不同的缺陷。AxSEAM扫查器可以进行稳定的扫查,即使在全聚焦方式(TFM)多组(4个声波组)设置所需的慢速扫查时也是如此。

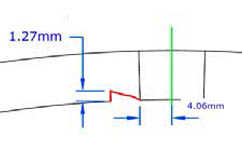
图5:在相控阵超声检测(PAUT)中获得的显示两个不同缺陷的C扫描(闸门内数据),一个是堆叠垂直未熔合缺陷(左图),另一个是咬边缺陷(右图)
图6和图7表明分别对两个缺陷进行相控阵超声检测(PAUT)和全聚焦方式(TFM)检测而获得的结果。同时也给出了缺陷图作为参考。图6c和7c的图像曲率暗示了全聚焦方式(TFM)成像优于相控阵超声检测(PAUT)的一个优势特性:可在近乎真实的几何图形中显示缺陷。
 (a)堆叠的未熔合缺陷 | 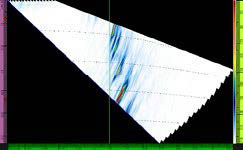 (b)相控阵超声检测(PAUT) | 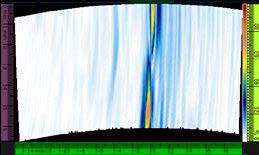 (c)全聚焦方式(TFM):T-T模式 |
图6:(垂直)堆叠未熔合缺陷的检测结果
 (a)内壁带有咬边缺陷 |  (b)相控阵超声检测(PAUT) | 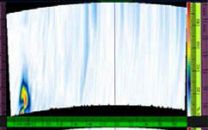 (c)全聚焦方式(TFM):T-T模式 | 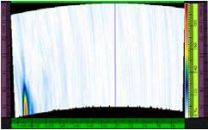 (c)全聚焦方式(TFM):TT-T模式 |
图7:咬边缺陷的检测结果
优点总结
操作人员使用AxSEAM扫查器可以快速方便地对多种直径管道的纵向焊缝和环焊缝进行检测。扫查器可以最多装配4个探头,同时采用相控阵超声检测(PAUT)和衍射时差(TOFD)技术,对焊缝进行有效的检测和分析。还可以使用相同的相控阵探头采用最多4种全聚焦方式(TFM)模式再一次对关注区域进行更具针对性的扫查,从而可为垂直缺陷获得更易于解读的图像和改进的表征,此外,还可以补偿超声声束的散焦现象。扫查器配备有创新型ScanDeck模块,模块上有一个采集启动按钮、一个激光导向装置、一个耦合条件核查LED指示灯和两个扫查速度LED指示灯。采集启动按钮和激光导向装置可与任何型号的OmniScan探伤仪一起使用,不过,耦合条件核查指示灯和扫查速度指示灯只能与OmniScan X3探伤仪相兼容。
