搅拌摩擦焊缝检测
Loading...







Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.
搅拌摩擦焊接(FSW)是一种常用于高级别应用中的铝制工件的制造工艺,特别是在航空航天和国防工业中。常规焊接方式只是使用填充焊料进行焊接,而搅拌摩擦焊接方式与此不同,它需要使用一种搅拌针,将焊接区域的两片金属加热混合在一起。
相比传统的焊接方式,搅拌摩擦焊接具有更多的优势:搅拌摩擦焊接方式可以避免生成那些在使用其它焊接方式时,伴随液相冷却过程而生成的缺陷类型。其它还有些缺陷类型经常会发生在温度不足或焊接条件不好的情况下;必须要正确识别和定量这些缺陷。
自然缺陷不同类型的缺陷会在搅拌摩擦焊缝中出现,例如:在焊缝两侧材料之间出现的连续性不完整接合(被称为“飞边”缺陷)、孔洞缺陷,以及未焊透缺陷。此外,由于搅拌摩擦焊接工艺的特性,还会在焊缝中生成随机方向的缺陷。 |
搅拌摩擦焊缝制造过程的示意图 |
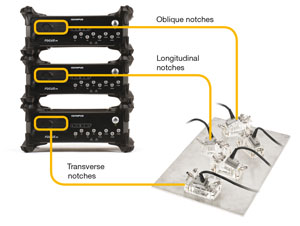
校准缺陷位于外壁和内壁的纵向、横向和斜向刻槽在校准过程中被用作参考缺陷。还会使用横通孔绘制时间校正增益(TCG)曲线,这种曲线可以说明材料内部的信号衰减情况。 |
制造过程中生成的随机方向的缺陷 |
纵向和斜向缺陷 奥林巴斯的64晶片探头与垂直于焊缝线方向放置的正常方向水耦合楔块一起使用,可以确保正确探测到整个焊接区域中的纵向和斜向缺陷。在检测中还可以通过倾斜探头,加强对斜向缺陷的探测和定量能力。 | 横向缺陷 奥林巴斯的64晶片探头与平行于焊缝线方向放置的横向水耦合楔块一起使用,可以方便地对横向缺陷进行探测。这些探头可以确保覆盖完整的焊接区域。 |
用于识别纵向和斜向缺陷的正常方向的相控阵探头和楔块 |
用于识别横向缺陷的横向相控阵探头和楔块 |
性能强大且坚固耐用的仪器高端FOCUS PX的技术规格可使仪器以前所未有的高速度完成搅拌摩擦焊缝检测(FSW),同时还可保持无与伦比的信号质量。其很高的数据传输速率,可以使用户在不降低检测速度的情况下,检索未压缩的A扫描。 FOCUS PX仪器具有坚固耐用且无风扇的设计特点,可以用在恶劣的生产环境中。FOCUS PX的机体设计符合IP65评级标准,其外壳带有许多用于优化散热性能的翅片。
|
| |||
可扩展性架构FOCUS PX的可扩展性架构可以将最多4台仪器并联在一起使用。这样就可使用户从一个检测站对高级多探头配置进行驱动,从而在单次检测中覆盖完整的焊缝区域。 在使用多台仪器时,所有I/O信号都被一台仪器接收,这种方式可以极大地简化整合过程。然后再以简单的接线方式使其它仪器互相同步。
|
| |||
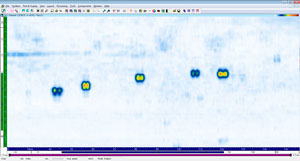
追求高效的软件FocusPC软件包含一些可优化搅拌摩擦焊缝检测过程的高级功能。其可自行定义的显示可使操作人员有效地识别和定量缺陷,而且其强大的数据处理功能可使用户在分析过程中方便地对数据进行处理。 |
FocusPC中搅拌摩擦焊缝检测数据的C扫描显示 |
您即将被转换到我们的本地网站。