概述
离线ERW管材检测系统使用相控阵(PA)技术对用于在石油和天然气行业中建造石油国家管状商品(OCTG)和管线的电阻焊接(ERW)管材的焊缝和热影响区(HAZ)进行检测。在焊缝两侧各放置一个PA探头,以稳定的波幅进行扫查,可以完全覆盖焊缝和热影响区。
对ERW管材生产线上管材的焊缝和热影响区进行严格的质量控制
高质量的奥林巴斯PA探头被集成到我们的全自动离线ERW管材检测系统中,可以满足焊缝检测的严格要求及管制管材制造的国际标准。这些自动化系统可以安装在制造过程的任何位置,灵活的配置选项为制造商提供了适合他们需求的解决方案。系统对外径从60.3毫米至660.4毫米的ERW管材的焊缝内外表面及热影响区(HAZ)进行检测。使用专用的焊缝检测系统可以在焊缝中探测到以下典型的缺陷:
- 纵向裂纹
- 穿透孔(TDH)
- 热影响区的分层缺陷(焊缝两侧距焊缝中线最远25毫米的区域)
离线ERW管材自动交钥匙检测解决方案的主要特性
- 相控阵探头以稳定的波幅进行扫查,可以完全覆盖焊缝和热影响区
- 自动焊缝跟踪和实时探头定位(针对某些配置)
- 在检测之前,自动探头定位功能使探头与焊缝线对齐
- 降低了对操作人员技能的依赖
- 使用预先设置的探头托架和保存的设置文件,轻松快速地完成转换
- 可在同一个系统中将焊缝检测和全管体检测相结合,满足所有检测需要
配置选项
奥林巴斯可以根据您的需求和规格,提供几种可实现离线ERW管材检测的系统配置。
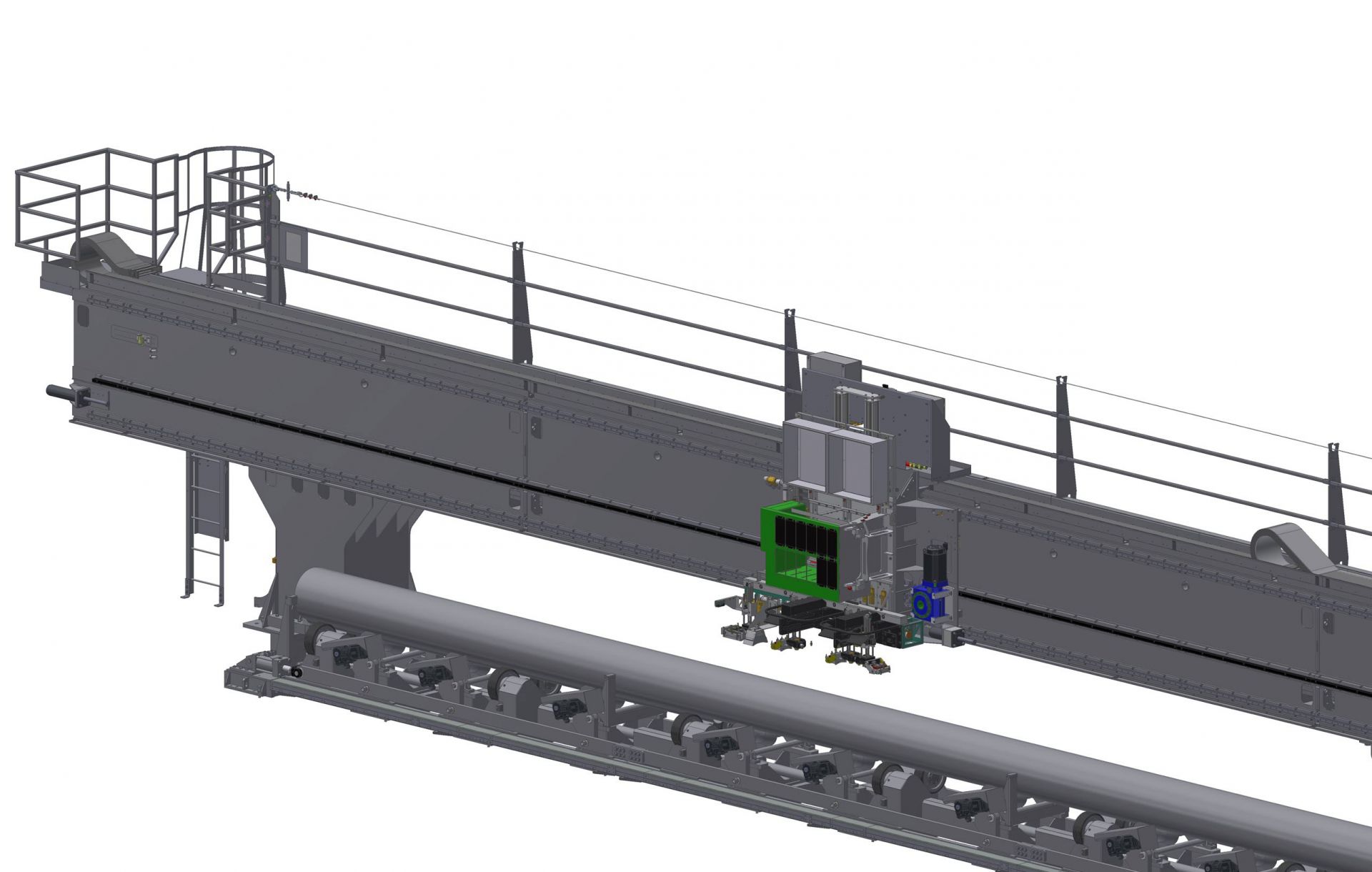
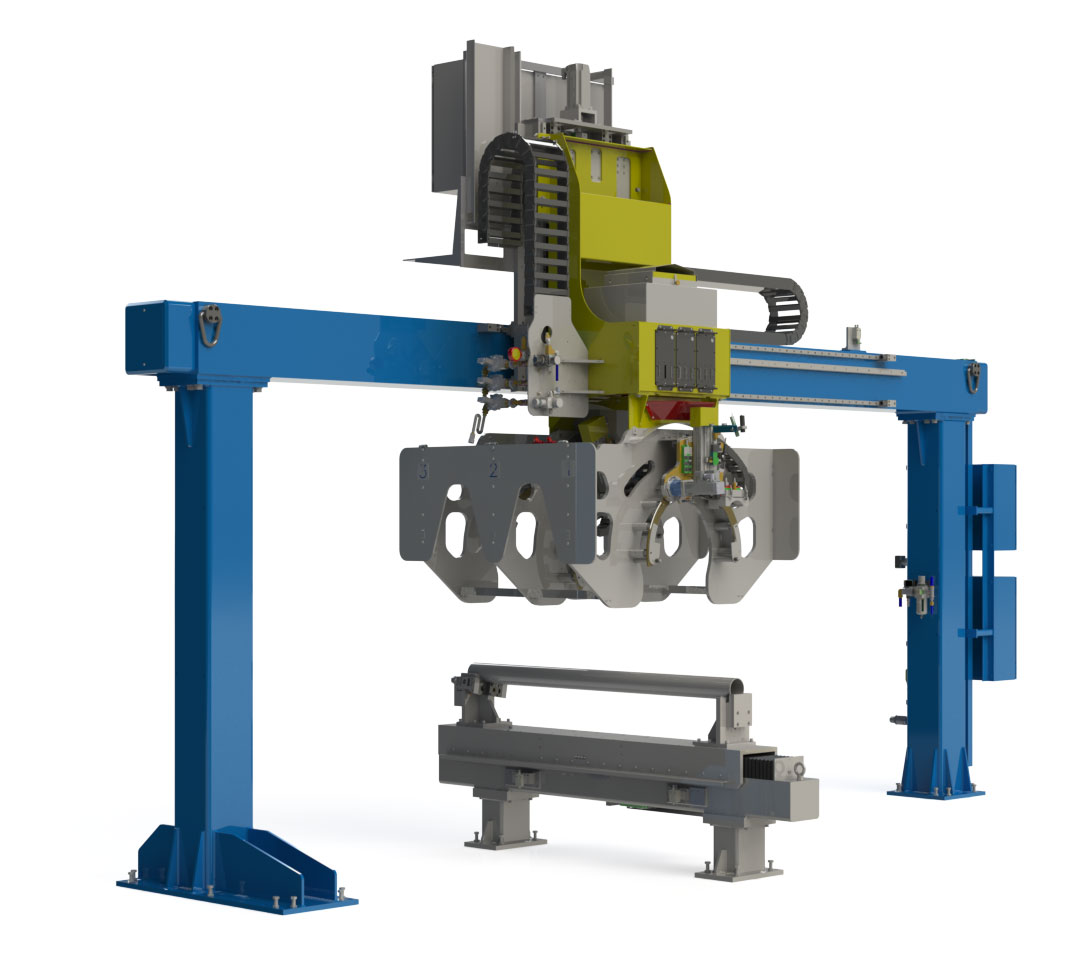
由龙门架导引、专门对焊缝进行的检测
专用于检测焊缝的系统可被安装到龙门架上,在指定区域检测切成一定长度的管材。借助龙门架的检测方法可更好地控制管材两端的盲区,缩短盲区的长度。水楔安装在由伺服电机驱动的轴上,用于精确定位、自动校准、自动定位探头和自动跟踪焊缝(针对某些配置)。
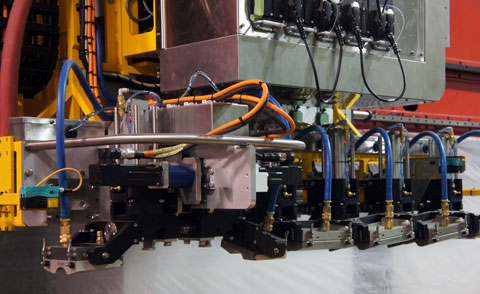
ERW-OL检测头

安装在龙门架上的ERW-OL检测头
焊缝检测和全管体检测相结合
专用于焊缝和全管体检测的ERW-OL系统借助同一个龙门架进行两种检测。
可以采用两种配置:一种是在龙门架的两侧分别进行焊缝和全管体检测,这种配置可以大幅提高检测效率;另一种是在龙门架的一侧进行焊缝和全管体两种检测,与双侧配置相比,这种配置减少了系统的占地面积。
有多种模式可以满足检测要求,在进行全管体检测时可以使用所有模式(纵向、横向、分层和壁厚测量),而分层检测模式仅用于管端检测。焊缝检测始终要在严格的控制下进行。
当焊缝检测与全管体检测结合在一起进行时,可以使用自动焊缝定位和焊缝偏差跟踪等选项,以优化检测时间,并提供可追溯性。
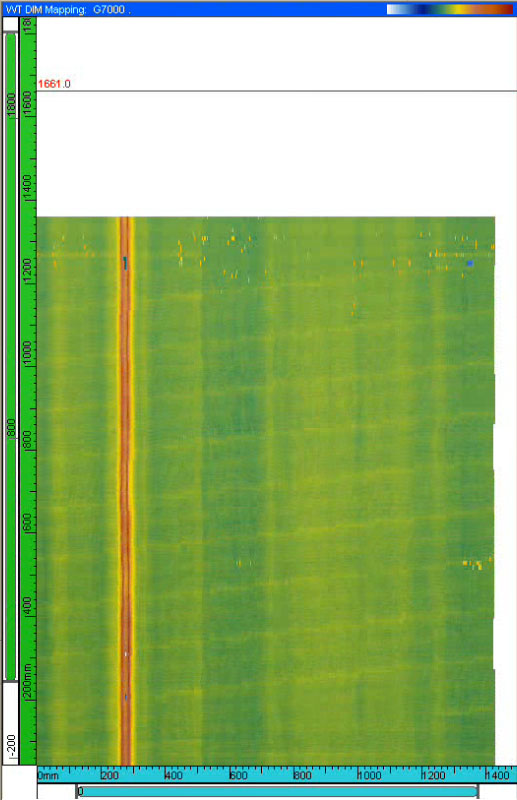
壁厚成像,用于焊缝定位
ERW-OL系统,用于管端分层检测和焊缝检测
专门对焊缝进行的检测 — 传送带进料系统
穿过式配置可用于检测切割成一定长度的ERW管材。这种离线ERW系统使用与我们的在线ERW系统(用于不限长度的管材)相同的机械平台和探头,可被安装在进料传送带上。接合了传感器和编码器轮的特殊自动化序列可对管材进行快速检测,检测结果具有很高的可靠性和可重复性。
焊缝跟踪信号可自动驱动探伤探头,以确保在检测过程中精确定位探头,并记录焊缝位置,以实现可追溯性。
当焊缝线偏移不大,不需要自动跟踪时,可以使用一个成本较低的选项:一个固定的探测焊缝轮廓的探头和报警器,在采集偏离了目标区域时,可发出警报通知操作人员。即使没有由伺服电机驱动的轴,PA探头也能以稳定的波幅进行扫查,完全覆盖焊缝和热影响区。
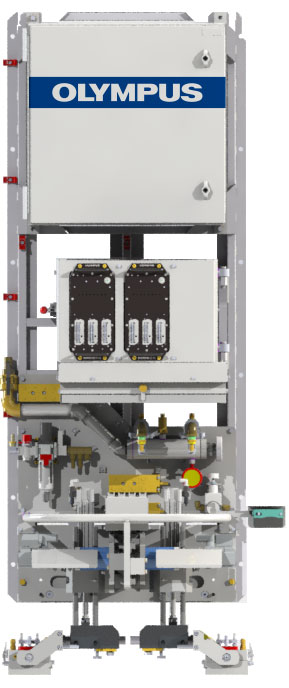
相控阵ERW-OL系统,用于检测切割为一定长度的管材
自动校准
自动校准台有两个用途:
- 使操作人员在不受干扰的情况下快速有效地校准系统。
- 以生产线的速度执行校准输入和校准输出序列,而无需在传送带上调回参考管材。
软件和采集单元
相控阵采集单元
QuickScan PA 32:256模块符合IP55评级标准,而且可被方便地集成到工业环境中。

方便的设置
QuickView软件可方便地对系统进行设置,采集数据并管理数据。
软件的向导使得为检测各种尺寸的管材而创建设置的操作变得非常简单。每种管材直径的检测配置和校准参数都被保存下来,而且可方便地检索和调用。最终的检测结果被合并在一起,显示在屏幕上,以清楚地区分合格和不合格管材。
- 快速访问预先定义的检测设置
- 软件具有权限管理功能,有助于尽量减少操作人员的误操作
- 校准和检测信息被存储起来,以备追溯之用
- 系统可被集成到用户的检测应用中,以促成一种需要很少人工干预的操作模式
技术规格
系统性能
| 标准产品范围 | 直径 | 60.3毫米 ~ 660.4毫米(某些配置可以检测更大直径的管材) |
|---|---|---|
| 标准产品范围 | 壁厚 | 3毫米 ~ 16毫米(根据用户的要求,还可以测量更厚的管壁) |
| 标准产品范围 | 速度 | 取决于系统配置和产品尺寸,速度范围为600毫米/秒 ~1500毫米/秒。 |
| 标准产品范围 | 覆盖范围 | 根据系统的配置,可覆盖范围如下:
|
| 数据视图 | 实时检测结果 | C扫描、A扫描、B扫描、带状图和报警 |
| 检测模式 | 典型的检测模式 | 纵向检测、横向检测、分层检测和壁厚测量 |
| 管材温度 | 最高60 °C | |
| 典型参考缺陷的探测能力 | 可重复性 | 纵向刻槽:< 2 dB 横向刻槽(仅全管体检测):< 3 dB 3.2毫米穿透孔:< 3 dB 1.6毫米穿透孔:< 4 dB 6.35毫米平底孔(FBH):< 3 dB 3.2毫米平底孔(FBH):< 4 dB 1.6毫米平底孔(FBH):< 5 dB 0.8毫米平底孔(FBH):< 5 dB |
| 典型参考缺陷的探测能力 | 标准 | ISO(国际标准化组织)、API(美国石油学会) |
| 报告制作和数据存储 | 报告类型 | 可由用户配置的检测、校准及校准核查报告 |
| 报告和数据存储 | 存储 | 将检测数据实时存储到数据库 |



