
最后一次更新时间为2024年6月25日。
检测人员监控腐蚀情况的一种方法是测量管道、储罐、船体或其他金属结构的剩余壁厚。这些金属管道和部件通常会涂有漆层或类似的非金属涂层。
使用常规超声测厚仪对带有漆层或类似涂层的材料进行测量时,会产生测量错误:测量到的厚度值通常会比金属材料的实际厚度多两倍以上的涂层厚度,因为涂层材料的声速要比金属的声速慢得多。
好消息是,我们先进的超声测厚仪提供了解决这一腐蚀检测难题的选项。在此,我们将比较两种用于测量表面上带有漆层或涂层的金属剩余壁厚的方法。欢迎了解它们的工作原理,以及它们的优势和局限性。
比较测量表面上带有漆层或涂层的金属剩余壁厚的方法
39DL PLUS和45MG(可选配功能)测厚仪提供以下两种方案,可以解决这个问题:回波到回波(Echo-to-Echo)测量和穿透涂层(THRU-COAT)测量。每种技术都有其优点和缺点,因此对两种技术的全面了解有助于用户为自己的应用,选择正确的解决方案。

穿透涂层(THRU-COAT)测量技术
回波到回波测量技术
1. 回波到回波测量技术
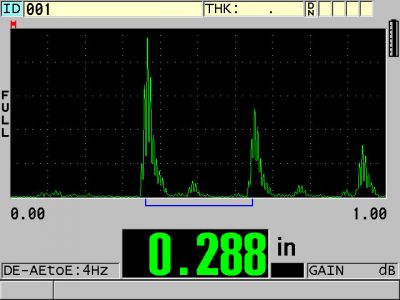
回波到回波厚度测量采用的是一种成熟的技术,即对代表声波连续往返穿过被测材料的两个相邻底面回波之间的时间间隔进行计时,如下图所示。
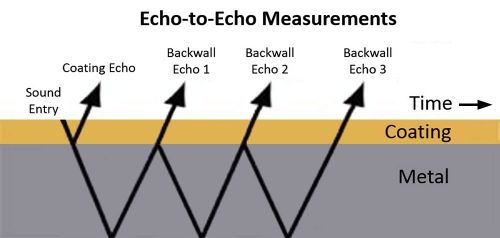
回波到回波测量技术的工作原理。
在测量带有漆层的金属材料时,这些多重底面回波只发生在金属内部,而不会在漆层内产生,因此每对相邻回波之间的时间间隔(如底面回波1到2,底面回波2到3等)都只代表金属的厚度,而没有包含漆层的厚度。
回波到回波技术的优势特性如下:
- 可以使用各种普通探头
- 通常可以透过粗糙表面的涂层对材料进行测量
- 如果使用适当的探头,可对温度高达500 ℃左右的材料进行检测
回波到回波技术的局限性如下:
- 需要多重底面回波,但是在严重腐蚀的金属中可能无法获得这些回波
- 与穿透涂层技术相比,可测厚度范围可能会更有限
2. 穿透涂层(THRU-COAT)测量
穿透涂层测量使用已获专利的软件识别声束在涂层中完成一个往返声程所代表的时间段。这个时间段用于计算并显示涂层的厚度。通过从总厚度测量值中减去这个时间段所代表的涂层厚度,测厚仪也可以计算并显示金属基底的厚度值。
穿透涂层技术优于回波到回波技术的特性如下:
- 可测金属厚度范围宽:在钢中,一般从1毫米到50毫米以上
- 只需要一个底面回波
- 测量带有点蚀缺陷的金属材料时,可以更准确地测量金属的最小剩余厚度
穿透涂层技术的局限性如下:
- 涂层必须为非金属材料,且厚度至少为0.125毫米厚
- 涂层表面必须相对光滑
- 要求使用两种特殊探头的一种
- 被测材料表面的温度不得超过50 °C
请观看这个视频或阅读这则应用说明,了解更多有关回波到回波测量和穿透涂层测量的信息。