涡流探头选择:找到适合您的应用的探头
涡流探头技术领域的进步为不同行业提供了数种新能力和好处。如果无损检测是您制造过程中的一项关键活动,这篇文章将帮助您找到适合您的行业的涡流探头。我们会介绍涡流技术的一些最常见应用,并推荐可提供准确结果并帮助制造商满足生产上的要求的检测探头。我们还会了解可用的不同线圈类型以及购买涡流检测设备时需要考虑的其他因素。
有哪些探头线圈类型可供选择?
早期的涡流(EC)线圈通常要么缺少核心(空心),要么只有铁素体中心核心。几乎只使用计量仪表,灵敏度相对较低,但在大多数情况下足以满足需要。许多检测仍在使用这种相对较大的低灵敏度线圈来完成。以下是涡流检测探头中使用的不同线圈:
绝对式线圈
广泛应用的绝对式线圈发射100 kHz频率,直径为2.5 mm (0.1 in.)至5 mm (0.2 in.),适合大多数旧版桥式仪器(图1)。这种灵敏度对于超过探头直径约2倍的长裂纹可以接受,因为场远大于线圈尺寸。这也会产生明显的边缘效应。
(图1)
现在提供的一种合适替代品是更小的线圈,直径测量值约为1.5 mm (0.060 in.),且周围有屏蔽(最好是铁素体)。这可以提升对短裂纹的灵敏度,并与边缘、螺栓头等充分隔离。
旧版绝对式探头通常使用无限长(至线圈)1 mm (0.04 in.)或0.5 mm (0.02 in.)的凹槽进行校准并且它们的灵敏度会随着凹槽的缩短而迅速下降。新探头的灵敏度在凹槽尺寸与铁素体屏蔽的内径近似时可保持其灵敏度,但仍能探测到较短的凹槽。
即使是计量仪器也会受益于这种类型的线圈,但扫查速度会受到限制,因为探头需要时间作出响应。显示型仪器可使扫查速度显著加快。较大的表面式探头以与上述探头类似的方式作出响应。在寻找表面下裂纹或腐蚀时,屏蔽会产生类似的改善。
(图2)
差值式线圈
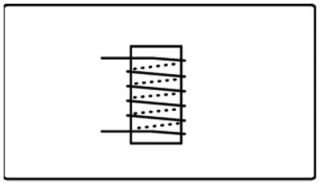
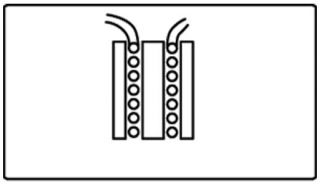
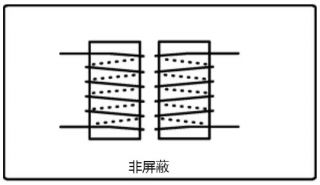
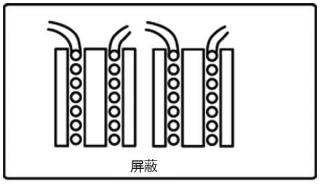
差值线圈具有内置升空补偿的优势。这使得它们可以用于许多应用。老式线圈没有铁素体屏蔽,而是通过不加屏蔽地并排放置两个线圈(图3)制造的。后来的类型增加了单独的屏蔽(图4),但是当两个线圈都放置在一个共同屏蔽内时,实现的灵敏度改善最明显(图5)。差值式探头大多用于小尺寸,并且仅用于表面裂纹探测。
(图3)
(图4)

(图5)
在这种类型的探头中,线圈以相反的方向缠绕。因此,同时影响两者的信号将抵消(如升空信号)。通常空气点和工作点接近,但由于线圈变化较小,会存在一些差异。正常扫查方向如图6所示,得到的典型显示屏显示如图7所示。事实上,双重缺陷指示很有帮助,因为它会将屏幕上的缺陷尺寸加倍,使其更容易识别。

(图6)
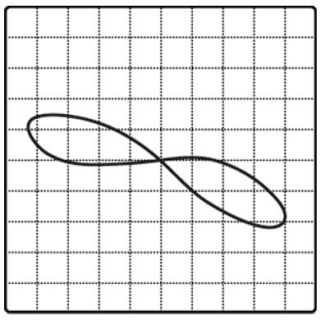
(图7)
有时需要沿与裂纹相同的方向进行扫查(图8)。这是允许的做法,结果将与很短缺陷的结果相似。对两个线圈都有影响的较大缺陷往往会发生抵消,因为它们是相反的,但实际上在角度和深度上存在足以防止它完全消失的差异。在任何情况下,裂纹的末端都会正常显示。
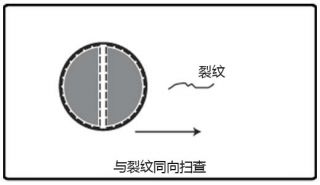
(图8)
差值式线圈可以安装到笔式、钻孔或模制探头中,以适应几乎任何形状。
桥式和反射线圈
这种类型的老式线圈通常连接到桥式配置的两个分支(图9)。后来的桥式和反射线圈也被用于反射模式,在该模式下,使用不同的线圈来产生和探测涡流(图10)。
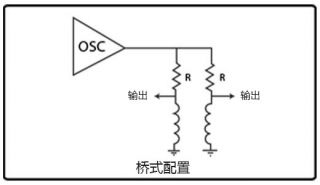
(图9)
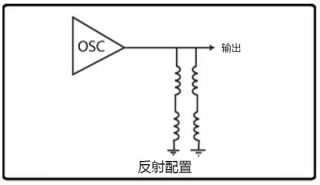
(图10)
桥式线圈提供总体不错的性能,特别是在探头设计用于特定应用和频率的情况下。反射线圈通常会提供更大的增益和更宽的工作频率范围,但它们的制造更复杂。它们的漂移也较小。反射探头还用于特殊探头设计(如滑动探头),这些设计依靠发射-接收原理来形成一定大小和形状的敏感区域。
哪种探头最适合我的应用?
在本小节中,我们将介绍涡流探头不同的常见应用,并推荐将帮助您从检测中获得所需结果的探头和频率。
表面裂纹探测
涡流探头用于探测铁性和非铁性原料的表面裂纹。
推荐工作频率:
铝:100 kHz–1 MHz
钢:1 MHz–2 MHz
铬镍铁合金钛:2 MHz–5 MHz
推荐探头:
笔式:绝对式或差值式、屏蔽式或非屏蔽式
表面式:有时可以使用更大直径的探头
滑动探头:用于始于紧固件头下方的裂纹
机轮探头:用于焊道座架半径、模制
表面下裂纹探测
涡流探头用于查找非铁性原料的表面下裂纹。
推荐工作频率:
频率设置对于探测非铁性原料中的表面下裂纹至关重要;根据焊透深度,目标范围为100 Hz至100 kHz。
推荐探头:
表面探头:通常是绝对屏蔽式。直径可以和紧固件之间的间距一样大
圈形探头:提供更强的穿透力。内径(ID)必须接近紧固件头直径
滑动探头:用于快速定向检测(反射)
低频裂纹探测器需要更大的探头才能实现合适的线圈电感。还需要相位传感电路,因为表面下场受相位变化的影响。
钻孔裂纹探测
使用探头对钻孔进行涡流检测是一种行之有效的飞机检测方法。
推荐工作频率:
频率应与表面裂纹的频率相同。
铝:100 kHz–1 MHz
钢:1 MHz–2 MHz
铬镍铁合金钛:2 MHz–5 MHz
推荐探头:
绝对式:(最好是屏蔽式)手动操作或扫查器版本
差值式:(屏蔽式或非屏蔽式)手动操作或扫查器版本
探头可以是扩展式(接触型)或非扩展式(略低于孔尺寸)。接触式探头可能对裂纹更敏感(无升空距离),但它们也会产生扫查噪波。低频类型可用于渗透黄铜轴衬。可以实施自动化系统。
镀层厚度测量
其高近表面分辨率使涡流检测适用于准确测量金属基材上涂层的厚度。
推荐工作频率:
频率因涂层类型而异。
绝缘涂层可被视为升空测量。
金属涂层需要充分的渗透,但由于它们通常非常薄,因此可以使用相当高的频率。
推荐探头:
标准绝对笔式
表面探头
测量电导率
涡流探头可用于电导率测量。对于非磁性原料,线圈阻抗的变化可直接与检测原料的电导率相关联。
推荐探头:
标准绝对笔式
表面探头
更准确的测量需要特殊的电导率计和探头
腐蚀/厚度检测
在腐蚀探测和厚度检测方面,涡流阵列(ECA)技术与传统涡流检测方法相比具有明显优势。
推荐频率:
频率必须能够渗透所需的厚度。使用涡流计算尺或随附的图表。
推荐探头:
屏蔽式表面探头
选择涡流探头时需要考虑的其他因素
在寻找符合您的检测和检验需求的设备时,选择正确的探头和频率是关键因素,但在购买之前还有一些其他因素应考虑在内:
研究、开发和行业经验
涡流探头的质量和设计与制造商的行业经验密切相关。您应该寻找已经在开发行业领先技术上进行了多年投资的制造商。您的检测要求完全独一无二的可能性很小,并且您可以自行了解制造商和与您所处行业类似的其他行业合作的经验,以帮助您做出正确的决定。
100年来,奥林巴斯一直在开发科学解决方案。我们与世界上一些最大的行业合作,为他们带来领先的无损检测专业技术。您可以在我们的网站上了解我们提供的涡流探头。