5.2 角度声束检测
垂直声束技术在寻找分层缺陷时具有很高的效率,但是在检测很多普通类型的焊缝时不太有效,因为在这些焊缝中,不连续性的方向一般不会与工件表面平行。焊缝几何形状、缺陷方向,以及焊冠或焊道的存在这些因素综合在一起,要求使用以一定角度生成的声束,从焊缝的一侧,对焊缝进行检测。角度声束检测是到目前为止超声缺陷检测中常用的技术。
角度声束探头包含一个探头和一个楔块,探头和楔块可以是分开的部件,也可以被安装在同一个外壳中。它们使用折射原理,在两种介质的边界处发生的模式转换会在被测样件中生成折射横波或纵波,如下图所示。
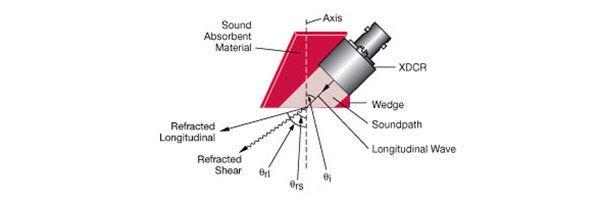
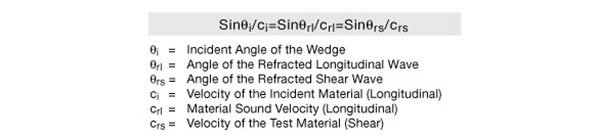
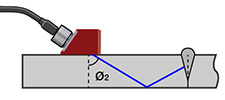
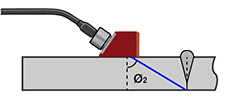
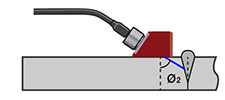
大多数常用角度声束探头会在被测材料中生成45度、60度或70度标准角度的折射横波。生成想要折射角度所需的入射角度基于材料的声速,并根据斯涅尔法则,通过以下公式计算。
在将塑料或环氧树脂楔块耦合到钢材料的典型应用中,低入射角度会生成包含纵波和横波两种模式的声束,而且特定的纵波角度声束楔块确实存在。但是,在常用检测角度下,只会生成一个主横波,因为可以解方程的纵波角度会超出90度,而这种情况是不可能的。
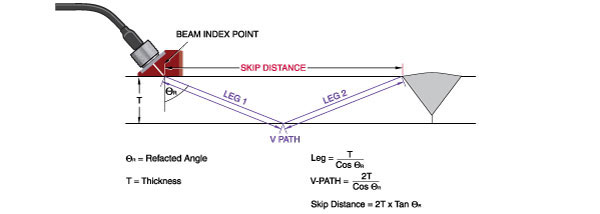
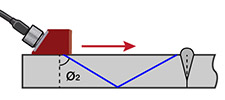
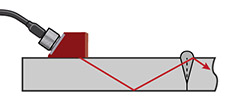
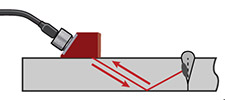
在一般的检测中,声束会以生成的角度向下传播到被测样件的底面,然后再以相同的角度向上反射。前后移动探头会使声束扫查到焊缝的整个高度。这种扫查运动可以对整个焊缝体积进行检测,而且可以探测到焊缝的融合线处以及焊缝体积内的不连续性缺陷。
 |  |
 |  |
正如垂直声束检测,在角度声束检测中,操作人员要寻找对应于不连续性缺陷的反射信号。在进行初始设置时,操作人员必须记下来自焊道或其他几何结构的任何回波。在代表焊缝的区域中出现的其他回波可能来自于未融合、裂纹、多孔性或其他不连续性缺陷,通过进一步分析,可以确定这些缺陷的类型、深度和大小。
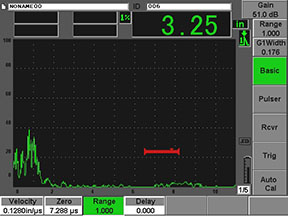
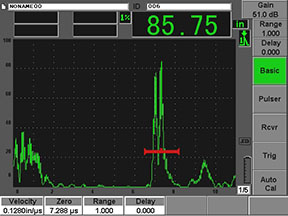
在下面的示例中,声束通过合格焊缝,没有反射回来,因此屏幕上没有出现表示缺陷的指示信号。在另一幅图中,焊缝区域的不连续性引起了声束的较强反射,这个带有缺陷的区域由红色闸门标出。
 |  |
 |  |