
Lorsque la technologie à ultrasons multiéléments (PAUT) est utilisée pour l’inspection de soudures sur des tuyaux – par exemple dans les applications d’inspection de soudures circonférentielles –, le problème courant d’étalement du faisceau est amplifié par la géométrie de la pièce. En effet, chaque interface des parois courbes d’un tuyau agit comme une lentille divergente, élargissant le faisceau acoustique sur l’axe passif (qui se trouve le long de l’axe d’élévation de l’élément). La largeur du faisceau le long de l’axe passif de la sonde multiélément joue un rôle déterminant dans la précision qu’aura la mesure de longueur d’une indication. Lorsque les inspecteurs utilisent des techniques de mesure de longueur d'indications fondées sur l’amplitude, une grande largeur de faisceau non focalisé sur l’axe passif peut entraîner des taux de rejets plus élevés.
Limites physiques des sondes multiéléments linéaires sur l’axe passif
Plus souvent qu’on ne pourrait le penser, les inspecteurs identifient comme des défauts certaines indications qui sont en fait assez petites pour respecter les seuils de tolérance établis. Pourquoi donc cette situation se produit-elle? Les limites inhérentes à l’équipement d’inspection par ultrasons (UT) en sont la principale cause. En règle générale, lorsque des sondes multiéléments sont utilisées, les faisceaux ultrasonores se focalisent électroniquement sur l’axe actif à l’aide de la déflexion du faisceau, mais ces sondes ne disposent pas de mécanisme pour focaliser le faisceau sur l’axe passif. Notre série novatrice de sabots de focalisation sur l’axe passif (PAF) fournit ce mécanisme.
Lacunes des techniques de mesure de longueur d’indications fondées sur l’amplitude
L’une des techniques courantes de mesure de longueur d’indications fondées sur l’amplitude est la technique de chute d’amplitude de 6 dB. Dans le cas d’une inspection où une sonde multiélément linéaire standard est utilisée, l’inspecteur déplace la sonde latéralement le long de l’axe de balayage, qui est parallèle à l’axe passif du réseau de la sonde. Les inspecteurs sont formés pour utiliser les pics et les chutes d’amplitude du signal des échos d’une indication pour mesurer la longueur de celle-ci.
Toutefois, la méthode de chute d’amplitude de 6 dB ne fonctionne que sur les indications qui ont la même taille ou qui sont plus longues que la largeur du faisceau. Toute indication plus petite que le faisceau sera incorrectement mesurée comme ayant une longueur équivalente à la largeur du faisceau. Par exemple, si la largeur du faisceau est de 7 mm, la longueur mesurée pour une indication de 5 mm sera de 7 mm.
Le rôle de la largeur du faisceau dans l’augmentation des taux de rejets
Cette limite de la technique de chute d’amplitude de 6 dB devient un problème majeur lorsque des codes, comme le B31 de l’ASME (American Society of Mechanical Engineers), considèrent toute indication de plus de 6 mm (ou 6,4 mm selon le cas) comme un défaut. Si le faisceau a une largeur de 7 mm, toute indication inférieure à 7 mm sera considérée comme un défaut, même celles dont la longueur est inférieure aux seuils de tolérance établi.

La divergence du faisceau ultrasonore qui se produit habituellement lors de l’inspection d’un tuyau (à gauche) est réduite au minimum lorsqu’un sabot PAF est utilisé (à droite).
Accentuation du problème : plus le diamètre du tuyau est petit, plus la divergence sera importante
Dans le cas de toutes les applications d’inspection par ultrasons de tuyaux, la courbure de la surface crée un effet de lentille divergente. Le faisceau s’élargit encore davantage lorsqu’il frappe la paroi de fond courbée du tuyau (voir l’illustration à gauche ci-dessus). Lorsque le tuyau a un petit diamètre, cette divergence est encore plus importante. La largeur du faisceau ayant un impact direct sur votre capacité à mesurer correctement une indication, plus le faisceau est large, plus il est probable que vous considériez comme des défauts des indications qui sont en fait dans les limites des seuils de tolérance établis. Puisque les inspections de petits tuyaux tirent un meilleur parti des avantages des sabots PAF, la série standard d’Olympus est compatible avec les diamètres extérieurs de tuyaux allant de 4,5 po à 8,625 po.
Deux avantages indéniables de l’utilisation de sabots de focalisation sur l’axe passif
Nos sabots de focalisation sur l’axe passif peuvent contribuer à réduire considérablement ce problème de divergence du faisceau. Le design breveté de ces sabots consiste en une interface incurvée placée entre deux matériaux ayant des vitesses de propagation des ondes ultrasonores différentes. La courbure à l’intérieur du sabot focalise le faisceau sur l’axe passif. Cette focalisation du faisceau procure deux avantages :
- Elle diminue les taux de rejets puisqu’une largeur de faisceau réduite permet la mesure exacte des petites indications respectant les seuils de tolérance établis.
- Elle simplifie l’interprétation des données puisque les images des indications seront plus nettes le long de l’axe de balayage.
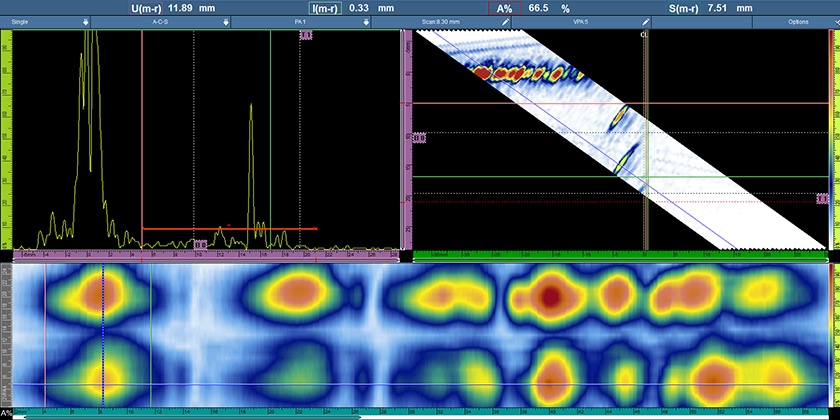
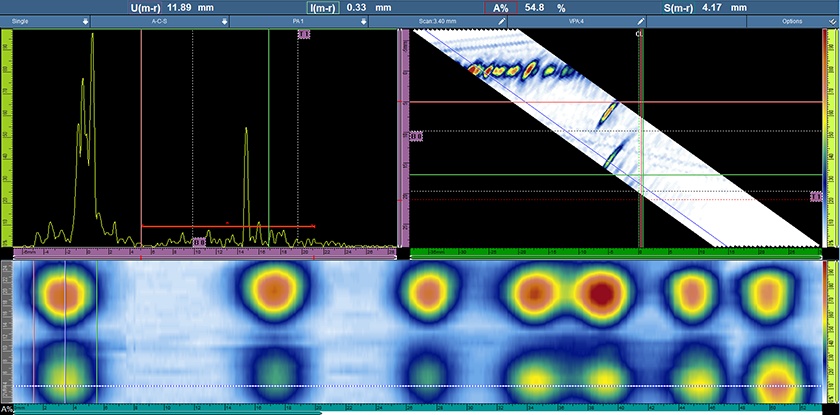
Cette configuration expérimentale illustre la différence de netteté dans les vues C-scan lors de l’utilisation d’un sabot standard (en haut) et d’un sabot PAF (en bas) sur un demi-tuyau d’un diamètre extérieur de 4,5 po.
Les résultats montrés ici proviennent d’une expérience d’inspection présentée en détail dans cet article technique. Dans le cadre de cette expérience, on a utilisé une sonde multiélément avec un sabot standard, puis avec un sabot PAF, pour inspecter un demi-tuyau d’un diamètre extérieur de 4,5 po sur lequel des trous traversants verticaux avaient été percés. Avec le sabot standard, la largeur du faisceau était de 5,7 mm sur la paroi intérieure et de 7,5 mm lorsqu’il revenait sur la paroi extérieure. Lorsque le sabot PAF était utilisé, le faisceau mesurait 3,5 mm sur la paroi intérieure et 4,2 mm sur la paroi extérieure.
Le sabot PAF a grandement amélioré la largeur du faisceau, particulièrement sur la paroi extérieure (4,2 mm par rapport à 7,5 mm avec un sabot standard). Ainsi, dans le cas d’une application d’inspection où un code comme le B31 de l’ASME serait utilisé (avec des seuils de tolérance de longueur de défauts de 6 mm ou 6,4 mm), les petites indications qu’on identifierait à tort comme des défauts avec un sabot standard seraient acceptées avec un sabot PAF.
Contenu connexe
Article technique : Série de sabots de focalisation sur l’axe passif (PAF)
Easy Ultrasonic Phased Array Inspection of Corrosion—Resistant Alloys and Dissimilar Weld Materials
Tutoriel sur les ultrasons multiéléments – Focalisation des faisceaux avec les sondes multiéléments
Contactez-nous
