
周方向溶接部検査用途などで、フェイズドアレイ超音波探傷試験(PAUT)を使用してパイプの溶接部を検査する場合、ビームが広がる一般的な問題が部品の形状によって増幅されます。 パイプの屈曲した壁の各接合部分が発散レンズとして作用し、受動軸(要素のエレベーション軸に沿った軸)の音響ビームが広がります。 フェイズドアレイプローブの受動軸に沿ったビーム幅は、欠陥長さサイジング精度に役立ちます。 検査員が振幅ベースの欠陥長さサイジング技法を使用する場合、受動軸での大きく集束していないビーム幅は、高い却下率につながる場合があります。
受動軸内のリニアフェイズドアレイプローブの物理的制約
実際には、要求される許容量を十分満たす小さな欠陥であっても、検査員によって予想以上に高い頻度で却下されます。 なぜこのような状況が発生するのでしょうか? 主な理由は、超音波探傷試験(UT)装置特有の制限事項です。 一般的にフェイズドアレイプローブを使用する場合、ビームステアリングを使用して超音波ビームが能動軸で電子的に集束されますが、受動軸でビームを集束するメカニズムはありません。 このメカニズムを提供するのが、当社の革新的なPassive-Axis Focusing(PAF)ウエッジシリーズです。
振幅ベースの欠陥長さサイジング技法の欠点
一般的な振幅ベースの欠陥長さサイジング技法は、6 dBドロップ法です。 標準的なリニアフェイズドアレイプローブを使用した検査の場合、検査員がプローブをスキャン軸に沿って横方向に動かします。これは、探触子アレイの受動軸に平行な方向です。 検査員は、エコーが示す信号振幅のピークと降下を使用して、欠陥の長さを測定するよう訓練されています。
しかし、6 dBドロップ法はビーム幅と同じかそれより長い欠陥に対してのみ有効です。 ビームより小さな欠陥は、誤ってビームの幅と同じ長さとして評価されます。 例えば、ビームの幅が7 mmの場合、長さが5 mmの欠陥でも測定結果は7 mmになります。
増加する却下率におけるビーム幅の役割
米国機械学会のASME B31などの規格で、6 mm(または場合によっては6.4 mm)より長い欠陥はすべて却下される場合に、6 dBドロップ技法の制限事項が大きな問題となります。 ビームの幅が7 mmの場合、許容可能な最大の長さより短くても、7 mmより小さな欠陥はすべて却下されます。

一般的な超音波ビームにおけるパイプ内での発散(左)は、PAFウエッジを使用することで最小限に抑えられます(右)。
問題の拡大:直径が小さいほど大きくなる発散
すべての超音波配管検査用途において、表面の湾曲は発散レンズとして作用します。 ビームは、パイプの湾曲した底面に当たると、さらに広がります(左上の図を参照)。 直径の小さなパイプでは、発散がさらに顕著になります。 ビーム幅は欠陥サイジング性能に直接影響するため、ビームの幅が広いほど、許容可能な欠陥が却下される確率が高くなります。 小さなパイプの検査では、PAFウエッジで得られるメリットが大きくなるため、標準シリーズは外径4.5~8.625インチのパイプに対応しています。
Passive-Axis Focusingウエッジを使用する2つの大きな利点
当社のPassive-Axis Focusingウエッジを使用すれば、ビーム発散の問題を大幅に低減できます。 ウエッジの特許取得済みの設計には、音速の異なる2つの物質間に屈曲した境界が含まれます。 ウエッジ内部の湾曲が、受動軸内のビームを集束させます。 ビーム集束には、良い効果が2つあります。
- ビーム幅が小さくなると許容可能な小さい欠陥を正確にサイジングでき、 リジェクション率が低下します。
- 欠陥の画像がスキャン軸に沿って鮮明になるため、 データの解釈が簡単です。
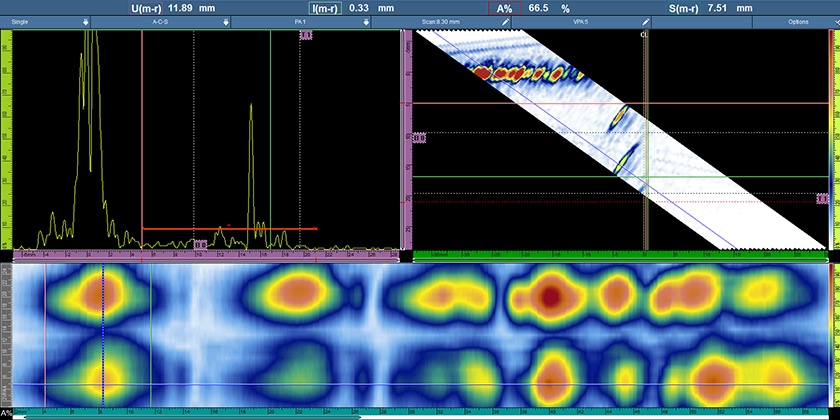
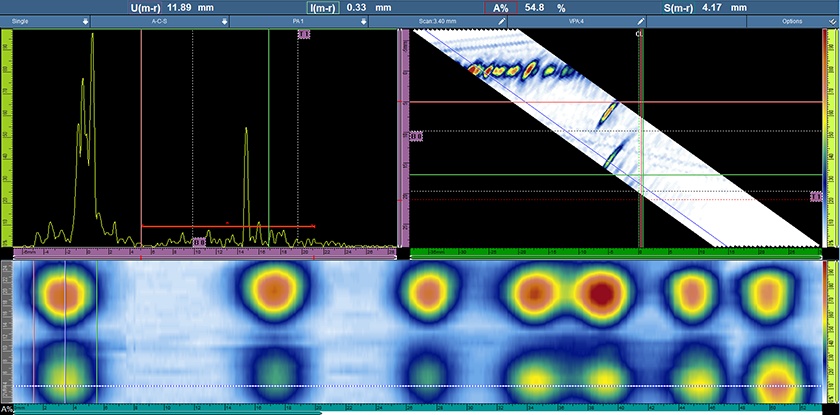
この実験的なセットアップは、外径4.5インチのハーフパイプに対して標準的なウエッジ(上)とPAFウエッジ(下)を使用した場合の、C-スキャン画像における鮮明さの違いを示します。
示した結果は、このホワイトペーパーで詳細を示す実験的試験から得られたものです。 このセットアップでは、ドリルで径1 mmの縦の貫通孔を開けた外径4.5インチのハーフパイプに対して、フェイズドアレイプローブを標準的なウエッジと一緒に使用した後、PAFウエッジと併用しました。 標準的なウエッジでは、内径(ID)でのビーム幅は5.7 mm、外径(OD)に戻ってきたときのビーム幅は7.5 mmでした。 PAFウエッジを使用した場合、ビーム幅の測定値は内径3.5 mm、外径4.2 mmでした。
PAFウエッジの使用により、ビーム幅のとりわけ外径が有意に改善されました(標準ウエッジ使用時の7.5 mmに対して、4.2 mm)。 ASME B31などの規格が適用された場合(許容される欠陥の長さは6 mm~6.4 mm)、標準のウエッジで検出された小さな欠陥の一部は誤って却下されます。
関連コンテンツ
ホワイトペーパー:Passive-Axis Focusing(PAF)ウエッジシリーズ
超音波フェイズドアレイによる簡単な腐食検査:耐食合金と異種溶接材料
フェイズドアレイチュートリアル:フェイズドアレイプローブによる集束
お問い合わせください
